Wussten Sie, dass Verpackungsfolien immer sogenannte Additive enthalten? Aber warum ist das so, welche sind das und warum gibt man Additive zu Folien dazu?
Das sind Fragen, die wir immer wieder in unseren Seminaren und Webseminaren hören. In diesem kurzen Abriss stellen wir wichtige Additive vor, erläutern die beiden Gruppen der migrierenden und nicht migrierenden Additive und erklären, warum man das als Folienhersteller, aber auch als Verpacker und Händler wissen sollte.
Um es nicht zu kompliziert zu machen, teilen wir grob in zwei Klassen ein, die für die Praktiker wichtig sind. Wir kennen migrierende und nicht migrierende Additive.
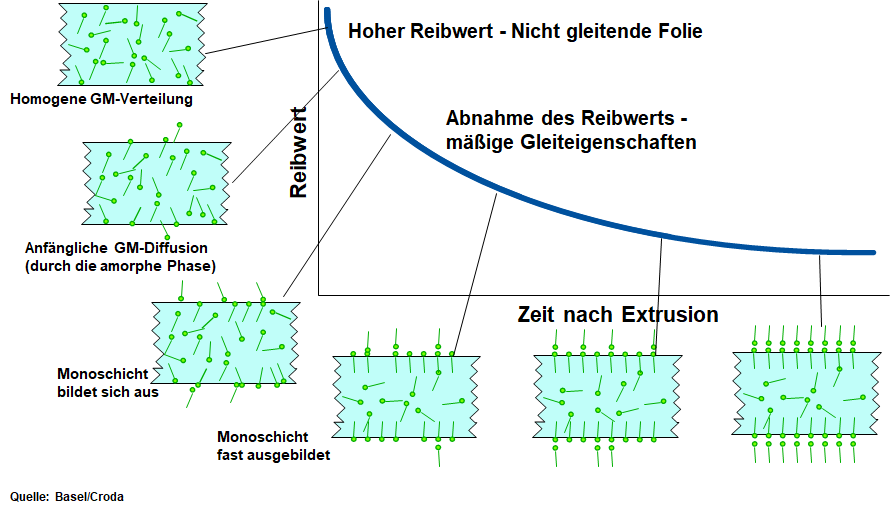
Das typischste Beispiel für die migrierenden Additive ist das Gleitmittel, das fast immer in Verpackungsfolien vorkommt. Wie der Name schon sagt, sorgt es für ein optimiertes Gleitverhalten der Folie z.B. beim Abpackprozess. In der Regel versucht man einen konstant niedrigen Gleitreibwert zu erhalten. Besonders häufig setzt man es bei den “eher stumpfen” Polyolefinen” wie Polyethylen (PE) und Polypropylen (PP) ein. Diese Folien lassen sich ohne Gleitmittel oft gar nicht oder nur sehr umständlich über z.B. Stahlflächen, Formschultern in Abpackmaschinen oder Leitblechen ziehen. Mit der Zugabe von Gleitmittel – heute meistens Erucasäureamid (ESA) – verringert sich die Haft- und Gleitreibung zu niedrigeren werden. Das heißt die Folie gleitet leichter über Stahl, Holz und sich selbst.
Dieser Effekt tritt aber erst dann ein, wenn sich das Gleitmittel (ESA) aus der Folie an den Oberflächen zu einer durchgängigen Schicht ausgebildet hat. Dieses kann je nach Folienrezeptur, Wickeldruck und Mengenzugabe zwischen einigen Stunden bis hin zu einigen Wochen dauern. Wichtig für den Verarbeiter dabei ist eben, dass vor dem Abpacken das Gleitmittel auch wirklich auf der Folienoberfläche liegt und nicht mehr in der Folie selber gelöst ist.
In diesem Schaubild von Borealis wird schematisch dargestellt, wie nach der Folienherstellung (Extrusion) das Gleitmittel nach und nach an die Oberfläche wandert (migriert), bis sich ein gleichmäßiger Film von Erucasäureamid an der Oberfläche gebildet hat. Jedes Additiv hat auch Nebenwirkungen. Die Gleitmittel haben gleich eine ganze Menge davon:
Sie erschweren das Kaschieren und Bedrucken
Sie können zu Ablagerungen an Walzen und Blechen führen
Sie führen manchmal zum Kleben, warum man auch Antiblockmittel in Kombination verabreicht.
Und damit kommen wir zum Beispiel der nicht migrierenden Additive, dem Antiblockmittel. Das Antiblockmittel soll das aneinander haften der Folien beim Abwickeln oder später beim Öffnen der Beutel verbessern. Stark vereinfacht zeichnen sich alle nicht migrierenden Additive dadurch aus, dass sie gleichmäßig in der gesamten Folienmatrix verteilt sind. Man kann also sofort nach der Extrusion mit den Eigenschaften rechnen. Das bedeutet aber auch, dass man die gesamte Folie mit dem Additiv “füllen” muss, was insbesondere bei Antiblockmitteln zu Trübungen führen kann. Antiblockmittel können wir uns hier als fein gemahlenen Sand vorstellen. Dieser feine Sand bewirkt, dass zwischen den Folienlagen immer etwas Raum bleibt – beim Wickeln und auch nachher bei den Beutelinnenseiten.
Das verbessert nicht nur das Auf- und Abwickelverhalten, sondern führt auch dazu, dass Gleitmittel schneller und konstanter ihre Wicklung entfalten können. Daher werden Antiblockmittel (nicht migrierend) und Gleitmittel (migrierend) oft gemeinsam verabreicht – man könnte also von einem Kombipräparat sprechen. Fast alle Additive lassen sich in diese 2 Gruppen unterteilen und folgen den gleichen Gesetzmäßigkeiten. Eine gute Idee ist es daher, bei jedem Additiv zu überlegen, wie es sich wohl verhalten wird.
Andreas Holt studierte Kunststoff- und Verfahrenstechnik an der Universität-Gesamthochschule-Paderborn. Er verfügt über 25 Jahre Erfahrung im Kunststoffmaschinen- und Anlagenbau sowie in der Automatisierungstechnik.
Nach seinem Studium begann er als Projekt- und Vertriebsingenieur bei der iNOEX GmbH, Bad Oeynhausen und arbeitete dort in enger Zusammenarbeit mit den europäischen Extruderherstellern und Endkunden in der Schaffung marktführender Automatisierungslösungen.
1999 wechselte er innerhalb der VGT Industrie AG, Gruppe zur Theysohn Maschinenbau GmbH, Salzgitter als Vertriebsleiter und baute von 2000 bis 2001 einen neuen Sales- und Servicestandort für die PVC-Extrusion in den USA auf. Nach seiner Rückkehr ins Stammhaus übernahm er in 2002 die Geschäftsführung mit der Verantwortung für die Bereiche Vertrieb und Technik. In dieser Zeit qualifizierte er sich insbesondere in den betriebswirtschaftlichen Bereichen Projektmanagement und Turn-Around Management. Im technischen Bereich setzte er Produkt- und Verfahrensstandardisierungen um und verantwortete globale Compoundier-Anlagenbauprojekte.
Nach der Übernahme des Geschäftsbereiches Compoundierung durch die Bühler GmbH wechselte Andreas Holt in 2005 als Geschäftsführer zurück zur iNOEX GmbH. Auch in der Funktion als COO suchte er kontinuierlich nach Wachstumspotentialen, setzte gemeinsam mit den Kunden neue Produktlösungen um und führte das Unternehmen erfolgreich sowohl in starken Wachstumsphasen als auch in der „Krise“ 2008/2009.
In 2011 erfolgte der Wechsel zur Kreyenborg Plant Technology in Senden. Die Aufgabe war gekennzeichnet durch den Aufbau der Gesellschaft nach der Ausgründung aus der Kreyenborg Gruppe. Im Unternehmen leitete er durch neuen Impulse eine Phase dynamischen Wachstums ein, generierte neue Marktzugänge und entwickelte das Produktportfolio und die Organisation von einem Komponenten-Anbieter im Bereich Kunststoff-Schüttgüter zu einem Lösungsanbieter für Kunststoff, Food und Chemie.
Seit Januar 2016 ist Andreas Holt als selbstständiger Industriedienstleister tätig, wobei die Bereiche Unternehmensberatung und Weiterbildung einen Schwerpunkt bilden. Unter dem Slogan „today – tomorrow – together“ bietet er praxisorientierte Beratungsleistungen mit technischen und organisatorischen Schwerpunkten an.
In der Extrusion und in der Compoundierung kristallisieren sich eindeutig die Bereiche Mess- und Automatisierungstechnik, Prozessmanagement sowie Investitions- und Ressourcenplanung heraus. Ziel ist es hier, sowohl anlagen- als auch prozessbedingte Verbesserungspotentiale zur Steigerung der Anlageneffizienz, Verfügbarkeit und Reproduzierbarkeit gemeinsam mit dem Kunden zu identifizieren und zu heben.
Im allgemeinen Maschinenbau liegt der Schwerpunkt darin, unternehmerische oder technische Veränderungssituationen durch aktive Begleitung des Unternehmens zu unterstützen. Das Angebot erstreckt sich von Vertriebs- und Managementprozessen bis hin zu Innovationen im Bereich der Maschine, der Anwendung der Herstellverfahren oder der Modularität von Maschinen und Anlagen.
Alternative Perspektiven ermöglichen das Beseitigen von Innovations- und Veränderungsbarrieren im Unternehmen, steigern die Effizienz und verbessern die Unternehmenskultur.
Als Referent ist Herr Holt seit vielen Jahren regelmäßiger Gast bei internationalen Tagungen im Bereich Kunststoffverarbeitung und Recycling, unter anderem auch bei Innoform.
Seit 2016 ist er Mitglied der InnoNET-partners. Er engagiert an verschiedenen Stellen in der Aus- und Weiterbildung.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Innoform trifft mit den gesetzten Themenschwerpunkten sehr gut. Gleichzeitig gelingt es Innoform immer wieder, einen hervorragenden Rahmen zum Austausch mit der Industrie zu geben.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Die Folien werden zunehmend dünner und leistungsfähiger. Als Resultat werden Multilayer-Verbunde zunehmend komplexer. Die Herstellung erfordert zunehmend aufwendigere Extrusions-Technologien, und die verschiedenen Kunststoffe werden mit immer spezielleren Additiven und Haftvermittlern miteinander verbunden. Diese Komplexität so sicher und flexibel wie möglich herzustellen, stellt neue Herausforderungen an den Extrusionsprozess. Dieses gilt sowohl technologisch als auch für das Prozessmanagement des Extrudeurs.
Sie referieren über “Aktuelle Anforderungen und (innovative) Lösungen für integrierte Konzepte in der Materialförderung und für das Dosieren”. Welche Dosier-Lösungen favorisieren Sie heute für Multilayer-Folien-Extrusion und warum?
Das lässt sich sicher nicht in einem Satz beantworten. Multilayer-Folien decken ein großes Anwendungsfeld ab und stellen damit sehr unterschiedliche Anforderungen an die Dosierung und die Förderung. Denken Sie allein daran, wir unterschiedlich die Materialform, die Rieselfähigkeit und auch das Schüttgewicht der verwendeten Kunststoffe und Additive sind. Auch Mahlgut und Recyclate werden zunehmend in Folienverbunden verwendet.
So unterschiedlich die Extrusionsprozesse auch sind, so ist diesen doch gemein, dass die Dosierung und Förderung immer die folgenden Kriterien möglichst vollständig abdecken sollte:
Die bestmögliche Dosiergenauigkeit, schnelle Produktumstellung, einfachste Bedienbarkeit und selbstverständlich auch die vollständige Rückverfolgbarkeit der Produkte sollten heute immer gewährleistet sein. Ohne diese Grundvoraussetzungen ist der nächste, dringend erforderliche Schritt hinsichtlich Industrie 4.0 oder auch Arbeit 4.0 nicht denkbar.
Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
Ich kenne diese Themen jetzt seit ihren Anfängen zu Beginn der 90er Jahre. Die Extrusionsanlagenhersteller bieten heute die Dosierung in der Regel schon in ihrem Lieferumfang und in die Maschinensteuerung integriert an.
Häufig fängt der Lieferumfang aber erst beim Materialabscheider der Förderanlage an. Insbesondere immer dann, wenn die Anlage nicht Teil einer vollständig neuen Fabrik ist, ergeben sich bei der Integration in die vorhandenen Strukturen des Folienherstellers vielschichtige Verbesserungspotentiale. Denken Sie nur daran, wie weitläufig die Anlagen sind, wie wenig Personal für Betrieb und Wartung zur Verfügung steht und dass jeder Extrudeur seine neue Anlage in die vorhandene IT-Struktur mit verschiedenen Systemen integrieren muss. Verbesserungspotentiale liegen hier ganz sicher darin, weit über den eigentlichen Automatisierungsgrad der klassischen Maschinensteuerung hinaus zu gucken, die Systeme sinnhaft zu verknüpfen und Fehlbedienungen zu vermeiden. Dieses gilt insbesondere beim Anfahren und Umstellen der Anlagen. Nicht zuletzt sollten moderne Anlagen heute präventive Wartungen ermöglichen. In der Materialförderung werden große Potentiale hinsichtlich Energieeinsparungen, Lärm- und Staubemissionen am Arbeitsplatz nicht genutzt.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Sie sprechen hier meiner Meinung nach eine der dringlichsten gesellschaftlichen Fragestellungen zum Thema Kunststoff an. Selbst modernste Recycling- und Sortiertechnologien können die Multilayer-Folienverbunde nicht oder nicht wirtschaftlich trennen. Darüber hinaus werden Verpackungen aus unterschiedlichen Kunststoffen in der Sortierung nicht reproduzierbar den richtigen Polymerfraktionen zugeordnet. Werden diese heute recycelt, so ist das Rezyklat letztlich zu einem gewissen Grad ein Verbundwerkstoff bzw. ein Blend. Dieses reduziert die Anzahl der möglichen Wiederverwendungsmöglichkeiten. Neue Lösungen können nur in enger Kooperation der Verpackungshersteller mit den Anlagenherstellern und Recyclern erarbeitet werden.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft? Viele verschiedene Perspektiven. Innovationen benötigen unterschiedliche Perspektiven und die Bereitschaft, neue Wege gehen zu wollen.
Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Gerade weil die Diskussion zur Kunststoffverpackung in den öffentlichen Medien häufig negativ geführt wird, sollte sich unsere Industrie bewusst sein, dass wir bei aller technischer Machbarkeit auch Verpackungen herstellen, bei denen die Funktion “Marketing“ gegenüber dem Schutz des Inhaltes und der Haltbarkeit des Produktes überproportional gewichtet wird. Das macht Verpackung und uns als Kunststoffindustrie angreifbar.
Ich denke, viele Teilnehmer wollen die Konferenzen auch dazu nutzen, die Kommunikation in der Gesellschaft abzugleichen. Das Positive der Verpackung muss der Gesellschaft genau so bewusst sein, wie die Herausforderungen und Schwächen, die Ressourcenverschwendung und Umweltverschmutzung mit sich bringen. Das kann nur dann gut erfolgen, wenn wir den Wissensaustausch möglichst hoch und alle Beteiligten auf Ballhöhe halten.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Das neue Verpackungsgesetz fordert stark steigende Recyclingquoten in relativ kurzer Zeit. Der Gesetzgeber hat mit starken Forderungen auf die öffentliche Diskussion und die offensichtlichen Schwächen im „System Kunststoffverpackungen“ reagiert. Stichworte wie “Design for Recycling“ und nachhaltiger Einsatz von Verpackungen stehen ganz oben auf der Agenda. Das treibt Innovationen an beiden Enden der Wertschöpfungskette. Einerseits bessere Verpackungen und andererseits bessere Recyclingtechnologien. An beiden Fronten kann man viel Neues und starkes Wachstum wahrnehmen.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
2 – 3! Die technischen Vorteile überwiegen, und immer mehr Menschen müssen Zugang zu guten und haltbaren Nahrungsmitteln bekommen. Das gelingt nur mit guter Verpackung. Das gesunde Maß darf jedoch, insbesondere bei einer globalen Betrachtung, nicht aus den Augen verloren werden. Wenn uns das wieder besser gelingt, sollte eine klare 2 sicher drin sein.
Wir dürfen uns auch als Konsument selbst hinterfragen. Ein großer Anteil des rasanten Wachstums von Multilayer-Folien stammt aus dem starken Wachstum im Online-Handel. Hier kann jeder selbst entscheiden, wieviel Verpackung er konsumiert.
Unsere Teilnehmer möchten Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders? Mit zunehmender Lebenserfahrung suche ich den Ausgleich zum beruflichen Alltag. Mein Hobbies Segeln am heimischen Steinhuder Meer und gelegentliches Skifahren und Reisen geben mir und meiner Familie die Möglichkeit zur Entschleunigung und Erholung. Dort, wo Geschichte und Technologie im Vordergrund stehen, lese ich viel und gern. Ansonsten bin ich immer gern unter Menschen.
Dr. Christian Kirchnawy, geboren in Baden, studierte Lebensmittel- und Biotechnologie an der BOKU in Wien. Bereits im Zuge seiner Diplomarbeit beschäftigte er sich mit dem Thema “Hormonaktive Substanzen in Kunststoffen”. Im Anschluss an sein Studium setzte er die Arbeit an diesem Thema in Form einer Dissertation am OFI fort, wo er seit Anfang 2010 im großen Forschungsprojekt „Xenohormone“ an der Entwicklung von biologischen und chemischen Methoden zur Untersuchung von Kunststoffen auf hormonaktive Substanzen arbeitet. Im Sommer 2011 übernahm Christian Kirchnawy die wissenschaftliche Leitung des Forschungsprojektes sowie die Leitung des Bereichs Mikrobiologie & Zellkultur am OFI. Der Fokus seiner Arbeit liegt heute auf der Bewertung der Sicherheit von Lebensmittelkontaktmaterialien und Medizinprodukten durch eine Kombination aus chemischer Spurenanalytik und in-vitro Bioassays.
Wie sind Sie beruflich mit gesetzlichen Forderungen hinsichtlich Verpackungen befasst?
Ich beschäftige mich beruflich mit neuen Methoden zur Evaluierung der Sicherheit von Verpackungen, insbesondere mit unbeabsichtigt eingebrachten Substanzen (NIAS) und der Rolle, die in-vitro Bioassays bei der Sicherheitsbewertung spielen können. Der Fokus liegt dabei zwar nach wie vor auf der wissenschaftlichen und analytischen Seite – der rechtliche Hintergrund spielt aber auch bei meiner Arbeit eine immer wichtigere Rolle.
Welche Vorgaben halten Sie für besonders wertvoll und warum?
Dass durch die EU-Verordnung 10/2011 für Kunststoffe zumindest alle Monomere, Additive und Ausgangsstoffe europaweit einheitlich geregelt sind, halte ich für sehr wertvoll. Ähnliche europaweit harmonisierte Vorgaben würden wir uns auch in anderen Bereichen, z. B. bei Farbpigmenten oder Druckfarben, wünschen.
Welcher Bereich sollte dringend vom Gesetzgeber aus Ihrer Sicht geregelt werden?
Bei der Bewertung der Sicherheit von NIAS gibt es derzeit eine große Kluft zwischen dem, was theoretisch vom Gesetzgeber gefordert wird, und dem, was sich in der Praxis mit vertretbaren finanziellen Mitteln analytisch durchführen lässt. Vor allem, wie bei der Bewertung mit nicht identifizierten Substanzen umgegangen werden soll, ist offen.
Wo sehen Sie momentan für Packmittelhersteller besonderen Handlungsbedarf?
Aus meiner eigenen beruflichen Perspektive in der Sicherheitsbewertung von NIAS, die – obwohl gesetzlich bereits gefordert von vielen Betrieben – noch fast gar nicht umgesetzt wurde.
Ein ganz großes Thema werden in den nächsten Jahren aber sicher die steigenden Anforderungen an die Recycling-Quoten sein – das ist aber eher ein Thema für meine Kollegen.
Wie schätzen Sie grundsätzlich die Bedeutung von Grenzwerten, z. B. für spezifische Migrationslimits (SML), ein?
Grenzwerte sind für die Bewertung der Sicherheit von Verpackungen sehr hilfreich, da sie eindeutige, klar definierte Kriterien sind, an Hand derer die Konformität der Verpackung bewertet werden kann. Viel schwieriger wird es dort, wo es keine klaren Grenzwerte gibt: z. B. im Bereich NIAS.
Sie referieren über “Kombination von in-vitro Assays und chemischer Spurenanalytik für die Risikobewertung von NIAS”. Was bewegt Sie besonders in diesem Zusammenhang?
Die Risikobewertung von NIAS stellt Verpackungshersteller vor Herausforderungen, die mit derzeitigen analytischen Methoden oft nicht zufriedenstellend gelöst werden können. In der Regel können nicht alle NIAS verlässlich identifiziert werden. In-vitro Bioassays, die nicht spezifische chemische Substanzen, sondern eine biologische Wirkung (z. B. Schädigung der DNA) detektieren, können hier eine wertvolle Ergänzung zur chemischen Spurenanalytik darstellen. Bei der Bewertung von Medizinprodukten aus Kunststoffen setzen wir solche Methoden bereits seit langem ein – die immer weiter steigenden Anforderungen an die Sicherheitsbewertung von Verpackungen machen diese Methoden jetzt auch für Lebensmittelkontaktmaterialien interessant.
Wofür begeistern Sie sich neben Ihrem beruflichen Aufgaben?
Zeit mit meinen Kindern verbringen – für alle anderen Hobbies (Fußball, Volleyball, Schach, Reisen, …) ist leider immer weniger Zeit da …
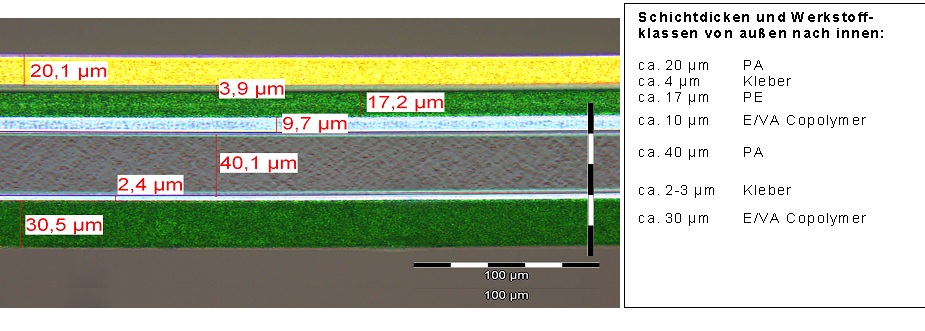
Das Joint Research Centre (JRC) hat auf seiner Website einen Leitfaden zur Materialanalyse von Verpackungsfolien veröffentlicht: Der Schwerpunkt liegt auf der Trennung mehrschichtiger Folien und der Identifikation unterschiedlicher Polymere. Zusätzlich beschreibt der Leitfaden, welche Polymere bei Lebensmittelverpackungen gewöhnlich Anwendung finden, welche Eigenschaften sie haben und für welche Zwecke sie bei Lebensmittelverpackungen geeignet sind.
Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Sie erhalten als Einsteiger ins Folienverpackungsgeschäft einen praxisbezogenen Überblick über unterschiedliche Verbundfolien sowie deren Charakterisierung und Prüfung. Im Vordergrund stehen Anwendungen und Einsatzzwecke in der Verpackungsindustrie. In Praxisteilen und im Labor lernen Sie die Eigenschaften anhand von Folienmustern und einfachen Laborprüfungen kennen. Gearbeitet wird in kleinen Gruppen, um auf individuelle Fragen und Wünsche eingehen zu können. Fach-, Kunden- und Lieferantengespräche können nach diesem Workshop mit mehr Kompetenz bewältigt werden. Eigene Muster können mitgebracht werden.
Flexible Folienverpackungen sind heutzutage aus dem Alltag nicht mehr weg zudenken und weiterhin auf dem Vormarsch. Aufgezeigt werden Zahlen, Daten und Fakten zu den verwendeten Materialien sowie ein Überblick über typische Anforderungsprofile für verschiedene Produktgruppen und Verpackungsformen. Abgerundet wird der Vortrag mit Hinweisen zu rechtlichen Situationen sowie aktuellen Trends und Entwicklungen im Verpackungsbereich.
Welche Folien verwendet man als Druckträger?
Welche Materialien eignen sich für Barriereschichten?
Wie sind typische Siegelschichten zusammengesetzt?
Antworten und Lösungen werden in diesem Kapitel aufgezeigt und Unterschiede zwischen einzelnen Folientypen bzw. Rohstoffen aufgezeigt. Ergänzt wird dies mit Handmustern, um die typischen Folieneigenschaften und Unterschiede zwischen den Folientypen zu “erfühlen”
Die Grundlagen des Verpackungsdrucks und schwerpunktmäßig Kaschierung werden in diesem Kapitel behandelt.
Welche Möglichkeiten der Verbundherstellung bestehen und welche Einflußfaktoren existieren in der Praxis, die eine unterschiedliche Verbundqualität bewirken ?
Eigene (aktuelle) Erfahrungen / Anwendungsfälle der Teilnehmer können (sollen) eingebracht werden Zielsetzung ist weiterhin ein Einblick und Verständnis in die Wechselwirkung zwischen verschiedenen Materialien und Produktionsprozessen.
Die Teilnehmer erhalten einen Überblick über typische Prüfungen, (z.B. mechanische Prüfungen, Permeationsmessungen) und deren Aussagekraft in der Praxis. Anhand von Mustern und Laborvorführungen werden die Prüfmethoden vertieft.
Welche Prüfungen sind bei welchen Folienanwendungen sinnvoll ?
Wo bestehen die Grenzen bei den einzelnen Methoden ?
Aufgezeigt werden an Beispielen typische Verbundfolien für ausgewählte Anwendungen.
In Gruppenarbeit erarbeiten die Teilnehmer Verbundstrukturen, die anschließend vorgestellt und erläutert werden. Die Gruppentätigkeit soll die “theoretischen” Inhalte vertiefen und die Teilnehmer in die Lage versetzen eigenständig Folienkombinationen zu “entwerfen”.
Im Rahmen seines Vortrages “Active Packaging: Sauerstoffabsorber am Beispiel Bag-in-Box” spricht Roland Schulz mit Karsten Schröder über Bag-in-Box Lösungen.
Viele Verpackungen enthalten hormonell wirksame Substanzen (s. g. endokrine Disruptoren) – so schallte es durch die Medienlandschaft. Frankreich hat sogar das Bisphenol A gänzlich verboten. Aber warum tut sich seit 2013 wenig an der Regulierungsfront in der EU und Deutschland? Wer es einmal nachlesen möchte, findet hier die Antwort der Bundesregierung auf die Nachfragen von Nicole Maisch, Harald Ebner, Peter Meiwald und weiterer Abgeordneter sowie der Fraktion BÜNDNIS 90/DIE GRÜNEN in der Drucksache 18/6982, die hier zum Download “Bisphenol-A_Stellungnahme-Bundesregierung_2016-01-22” bereitsteht.
Ich finde es immer anz interessant, sich mit solchen zum Teil verwirrenden, aber doch auch nachvollziehbaren Hintergründen für Verzögerungen zu befassen.
Uns interessiert auch deshalb dieses Thema, weil z. B. beim Forschungsvorhaben beim Österreichischen Forschungsinstitut ofi keine signifikanten Beeinträchtigungen nachgewiesen werden konnten. Das sagte Dr. Johannes Bergmair noch beim Inno-Meeting 2015 in Osnabrück. Ob es so blieb und bleibt, wird er bald wieder bei uns berichten können.
In den ersten drei Teilen dieser Reihe von INNO-Lettern haben wir aufgeführt, welche Belege erforderlich sind um eine Konformitätserklärung gemäß Anhang IV der Verordnung (EU) Nr. 10/2011 zu erstellen, wie die gesammelten Daten auszuwerten sind und wie die Einhaltung von spezifischen Grenzwerten überprüft werden kann. In diesem Teil werden wir uns mit dem 10ppb-Screening beschäftigen, das immer mehr an Bedeutung gewinnt.
1 Wofür kann das „10 ppb Screening“ eingesetzt werden
1.1 Risikobewertung von nicht absichtlich zugesetzten Stoffen (NIAS)
Materialien und Gegenstände aus Kunststoff können Verunreinigungen enthalten. Derartige Verunreinigungen werden z.B. bei der Herstellung des Kunststoffmaterials unbeabsichtigt eingebracht (unbeabsichtigt eingebrachter Stoff — non-intentionally added substance, NIAS). Alle eingesetzten Stoffe müssen über eine technische Qualität und Reinheit verfügen, die für die vorhersehbare Verwendung der Materialien geeignet ist. Daher sollten Verunreinigungen, die relevant für die Konformitätsbeurteilung sind, in den Konformitätserklärungen angegeben werden.
Typische Verunreinigungen können im Beurteilungsrahmen von Stoffen durch die EFSA (Europäische Behörde für Lebensmittelsicherheit) bereits enthalten sein. Es sind jedoch üblicherweise nicht alle Reaktions- und Abbauprodukte in der Zulassung eines Stoffes aufgeführt und berücksichtigt. Leider gibt es derzeit unserer Kenntnis nach keine Veröffentlichung, aus der eindeutig zu entnehmen ist, ob die EFSA diese Stoffe regelmäßig mit bewertet. Da der Hersteller von Bedarfsgegenständen aus Kunststoff von Reaktions- und Abbauprodukten ausgehende mögliche Gesundheitsrisiken im fertigen Material oder Gegenstand gemäß international anerkannten wissenschaftlichen Grundsätzen der Risikobewertung beurteilen soll, muss er diese Stoffe kennen.
Die Prozesskette zur Fertigung von Verpackungsmaterialien oder Bedarfsgegenständen kann mitunter sehr lang sein. Daher sollten die Informationen zu diesen Stoffen auch innerhalb der Kette weitergegeben werden. Leider funktioniert das oft noch nicht in hinreichender Form. Eine Möglichkeit der Einschätzung möglicher Gefahren durch unbeabsichtigt eingebrachte Stoffe oder Abbauprodukte, sind Migrationsscreenings. Die Methode Gaschromatographie-Massenspektrometerkopplung (GC-MS) stellt eine ausgezeichnete Methode zur Risikominimierung hinsichtlich möglicher Migrationen durch NIAS dar, wohlwissend, dass eine Methode, die umfassend die Ab- bzw. Anwesenheit aller möglichen Stoffe detektiert, in absehbarer Zeit nicht zu erwarten ist.
1.2 Plausibiliätsprüfungen
Die Verpackungen, die von Lebensmittelherstellern verwendet werden, setzen sich oftmals aus einer Vielzahl von Einzelkomponenten zusammen. Bei der Konformitätsarbeit ist jeder Bestandteil der fertigen Verpackung, bzw. des Bedarfsgegenstandes, zu berücksichtigen, wie z.B. auch Etiketten, Kennzeichnungsdruck, etc. Die Herstellung erfolgt dabei regelmäßig in unterschiedlichen Unternehmen, die jeweils nur einen Teil der Herstellkette abdecken.
Jedes Unternehmen der Fertigungskette erstellt für das von ihm vertriebene Produkt eine Konformitätserklärung, bzw. stellt hinreichende Informationen zur Beurteilung der lebensmittelrechtlichen Konformität durch die nachfolgenden Unternehmen zur Verfügung. Bei der Konformitätserklärung für die fertige Verpackung handelt es sich um eine Zusammenfassung aller Informationen, die innerhalb der Lieferkette zusammengetragen werden. Zur Kontrolle der Angaben aus den Konformitätserklärungen sind GC-MS- Screenings eine kostengünstige und geeignete Möglichkeit, um zu prüfen, ob die Angaben hinsichtlich einzuhaltender Grenzwerte vollständig sind.
1.3 Orientierungsprüfungen zur Einhaltung von Begrenzungen von
Stoffen
In der Unionsliste der Verordnung (EU) Nr. 10/2011 ist eine Vielzahl an Monomeren, Hilfsstoffen und Additiven aufgeführt, die zur Herstellung von Kunststoffverpackungen eingesetzt werden können. Einige dieser Stoffe können über Screeningmethoden halbquantitativ in einer einzigen Analyse bestimmt werden. Ist sichergestellt, dass die vorgefundenen Stoffe in der verwendeten Simulanz besser löslich sind als im bestimmungsgemäß vorgesehenen Lebensmittel oder der geregelten Simulanz, so kann bei deutlicher Unterschreitung des Grenzwertes (z.B. bis max 20 % des Grenzwertes) auf sehr wirtschaftliche Weise eine Konformität abgeleitet werden. Dieses trifft in vielen Fällen zu.
2 Welche Arten von Screenings gibt es?
Wie im dritten Teil dieser Inno-Letter Serie erläutert, gibt es eine Vielzahl an Stoffen mit unterschiedlichen Eigenschaften, die mit unterschiedlichen Methoden analysiert werden können. Für die Bewertung sind Stoffe mit einer Molekülgröße bis 1000 Dalton entscheidend. Um möglichst viele NIAS nachweisen zu können, ist eine Kombination aus unterschiedlichen Methoden wie GC/MS, Headspace-GC/MS, LC-TOF, LC-UV, LC-MS, ICP notwendig. Hierbei ist die Identifizierung besonders schwierig. Bisher gibt es noch keine einheitliche Methode.
Sehr häufig wird die GC/MS angewendet. Hier wird ein Migratansatz mit Ethanol 95%, Isooctan oder Poly(2,6-diphenyl-p-phenylenoxid) (Tenax ®) durchgeführt. Dem Migrat wird ein interner Standard zugesetzt, was eine halbquantitative Mengenbestimmung aller nachgewiesenen Stoffe ermöglicht, ohne eine aufwändige Einzelkalibrierung für jede einzelne Substanz durchführen zu müssen.
Die Messung auf Anwesenheit flüchtiger Stoffe kann bekanntlich nicht über einen Migrationsansatz mit einer flüssigen Simulanz erfolgen; dafür wird die Einfachgasextraktion nach der Headspace- Methode mit nachgeschalteter GC/MS- Detektion verwendet.
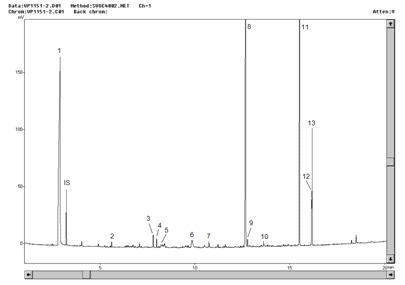
3 Wie sieht das Ergebnis aus?
Abbildung 1: GC/FID-Chromatogramm eines Screenings
4 Welche Mengen sind relevant?
Leider gibt es dazu seitens der EFSA, BgVV oder anderer Behörden noch keine klaren Vorgaben. Im “The Exposure Matrix Project” der Plastics Europe, EuPC, FPE und CeficFCA wurde ein “level of interest” (LOI) vorgestellt, ein berechneter Wert basierend auf Expositionsdaten (Studien zur tägliche Nahrungsaufnahme, unterteilt nach Lebensmittelgruppen und Verpackungsarten) für unterschiedliche Verpackungsmaterialien, oberhalb dessen eine Bewertung erforderlich ist. Alternativ könne eine Orientierung am Grenzwert für nicht beurteilte Stoffe hinter einer funktionellen Barriere von 10 µg/kg Lebensmittel (10 ppb) erfolgen. Bei Anwendung eines Oberflächen/Volumen-Verhältnisses von 6 dm²/kg Lebensmittel wären das etwa 1,3 µg/dm² Verpackungsmaterial.
Zur Ableitung toxikologischer Schwellenwerte kann der „Treshhold of Toxicological Concern“ (TTC) ebenfalls verwendet werden. Hierbei handelt es sich um die mittlere tägliche Dosis, unter der eine nicht evaluierte Substanz mit 95%iger Wahrscheinlichkeit harmlos ist, selbst wenn diese im Prinzip toxisch oder die Exposition chronisch wäre. Für unbekannte Substanzen, wie möglicherweise genotoxische Kanzerogene, liegt der Wert bei 15 µg/d.
5 Welche Maßnahmen sind daraus abzuleiten?
Stoffe, die in Konzentrationen oberhalb des LOI oder des TTC nachgewiesen werden, müssen zunächst eindeutig identifiziert werden. Wenn es sich um Abbauprodukte eines Inhaltsstoffes handelt, scheitert dieses häufig an Ermangelung z.B. geeigneter Standards zur Identifizierung bzw. kann nur durch die jeweiligen Rohstoffhersteller erfolgen. Zum Teil kann auf Basis des Massenspektrums in Verbindung mit Kenntnissen zu den eingesetzten Substanzen ein Identifizierungsvorschlag abgeleitet werden.
Ist eine Substanz nicht zu identifizieren, muss diese bewertet werden.
6 Bewertung
Werden Stoffe mit Begrenzungen ermittelt, muss das Ergebnis durch spezifische Messungen verifiziert werden, wenn Mengen > 20% des Grenzwertes ermittelt werden, da es sich um ein halbquantitatives Verfahren mit einer Messunsicherheit von ca. 80% handelt. Berücksichtigt werden muss zusätzlich die Löslichkeit der Substanz in der ausgewählten Simulanz in Zusammenschau mit den gewählten Prüfbedingungen.
Ob die im Screening entdeckten Stoffe ohne Evaluierung durch die EFSA den Forderungen der Verordnung (EG) Nr. 1935/2004 für Lebensmittelkontaktmaterialien entsprechen, ist gemäß international anerkannten wissenschaftlichen Grundsätzen für Risikobewertungen zu beurteilen. Diese Risikobewertung ist Bestandteil der Konformitätsarbeit und muss den zuständigen Behörden auf Verlangen vorgelegt werden. PlasticEurope hat auf ihrer Webseite Leitlinien veröffentlicht, auf deren Basis eine Risikobewertung aufgebaut werden kann. Ein Risiko setzt sich zusammen aus der Gefährdung und der Exposition. Wenn ich einer Gefährdung nur in sehr geringen Mengen ausgesetzt bin, ist das Risiko geringer, als wenn ich ihr in hohen Mengen ausgesetzt bin. Wird der Stoff also in einer Verpackung für ein Lebensmittel festgestellt, das üblicherweise nur in geringen Mengen konsumiert wird (z.B. Verpackung für Gewürze) ist das Risiko als geringer einzuschätzen als wenn der Stoff in einer Verpackung für ein Produkt enthalten ist, das oft und in großen Mengen konsumiert wird (z.B. Getränkeverpackung).
Gerne übernehmen wir die Konformitätsarbeit für Sie. Für ein unverbindliches Angebot sprechen Sie uns gerne an.
Substanzen, die bei der Herstellung von Materialien und Gegenständen aus Kunststoff verwendet werden, können Verunreinigungen oder Abbauprodukte enthalten. Diese Verunreinigungen gelangen bei der Herstellung zusammen mit dem Stoff unbeabsichtigt in das Kunststoffmaterial (unbeabsichtigt eingebrachter Stoff — non-intentionally added substance, NIAS). Die eingesetzten Substanzen müssen über eine technische Qualität und Reinheit verfügen, die für die vorhersehbare Verwendung der Materialien geeignet ist. Daher sollten Verunreinigungen, die relevant für die Konformitätsbeurteilung sind, in den Konformitätserklärungen und Spezifikationen angegeben werden.
Was kann ich tun, wenn mein Lieferant keine Angaben zu NIAS macht?
Die Prozesskette zur Fertigung von Verpackungsmaterialien oder Bedarfsgegenstände kann mitunter sehr lang sein. Daher sollten die Informationen zu diesen Stoffen auch innerhalb der Kette weiter gegeben werden. Werden keine Angaben zu NIAS gemacht, kann das einerseits bedeuten, dass keine unbeabsichtigt eingebrachten Stoffe vorhanden sind, aber auch, dass ihr Lieferant selbst keine Kenntnis über diese Stoffe hat. Um einzuschätzen zu können, ob unbeabsichtigt eingebrachte Stoffe oder Abbauprodukte migrieren können, sind Migrationsscreenings eine Möglichkeit um sich dieser Thematik zu nähern.
Welche Mengen sind relevant?
Leider gibt es hierzu noch keine klare Vorgehensweise. Im „The Exposure Matrix Project“ der Plastics Europe, EuPC, FPE und CeficFCA wurde ein „level of interest“ (LOI) vorgestellt, ein berechneter Wert basierend auf Expositionsdaten (Studien zur tägliche Nahrungsaufnahme, unterteilt nach Lebensmittelgruppen und Verpackungsarten) für unterschiedliche Verpackungsmaterialien, oberhalb dessen eine Bewertung erforderlich ist. Alternativ kann eine Orientierung am Grenzwert für nicht beurteilte Stoffe hinter einer funktionellen Barriere von 10 µg/kg Lebensmittel (10 ppb) erfolgen. Bei Anwendung eines Oberflächen/Volumen-Verhältnisses von 6 dm²/kg Lebensmittel wären das ca. 1,3 µg/dm² Verpackungsmaterial.
Welche Maßnahmen sind daraus abzuleiten?
Stoffe oberhalb des LOI bzw. der 10 ppb müssen zunächst eindeutig identifiziert werden. Wenn es sich um Abbauprodukte eines Inhaltsstoffes handelt, ist das nicht einfach, da z.B. Standards zur Identifizierung der Substanzen fehlen können. Dann kann nur auf Basis des Massenspektrums in Verbindung mit Kenntnissen über die eingesetzten Inhaltsstoffe auf die Substanz geschlossen werden. Ggf. sind zusätzlich toxikologische Bewertungen erforderlich.
Haben Sie Interesse an Migrationsscreenings, rufen Sie mich gerne einmal an +49 441 9498614!
Teil 3: Überprüfung der Einhaltung von Grenzwerten (SML-Werte, SML(T), QMA, etc.)
Kurzzusammenfassung
In den ersten beiden Teilen dieser Reihe von INNOLETTERN haben wir ausgeführt, welche Belege erforderlich sind, um eine Konformitätserklärung gemäß Anhang IV der Verordnung (EU) Nr. 10/2011 zu erstellen und wie die gesammelten Daten ausgewertet werden. Im dritten Teil dieser Reihe von INNOLETTERN stellen wir die möglichen Alternativen zur Überprüfung der Einhaltung von spezifischen Grenzwerten vor.
1 Angaben der Lieferanten
In den Dokumenten zur Bestätigung der lebensmittelrechtlichen Konformität der Inhaltsstoffe sind regelmäßig Substanzen aufgeführt, für die Begrenzungen und Spezifikationen gelten. Für Kunststoffe können die Grenzwerte für diese Stoffe den Spalten (8) bis (11) der Unionsliste aus Tabelle 1, Anhang 1 der Verordnung (EU) Nr. 10/2011 entnommen werden:
Abbildung 1: Auszug aus Tabelle 1
Um sicher zu stellen, dass keine Stoffe, die die menschliche Gesundheit gefährden können, in Mengen auf das Lebensmittel übergehen können, müssen alle migrierfähigen Stoffe berücksichtigt werden. Dazu zählen auch Stoffe, die in Druckfarben, Klebstoffen oder anderen Materialien, welche nicht unter die Verordnung (EU) Nr. 10/2011 fallen, enthalten sind. Dabei sind alle Einzelkomponenten der fertigen Verpackung bzw. des Bedarfsgegenstandes in Gänze zu berücksichtigen, z.B. auch Etiketten, Kennzeichnungsdruck, Verschlüsse, Ausgießer etc.
Hat der Aussteller einer Erklärung für eine Einzelkomponente bereits die Einhaltung aller oder einzelner Grenzwerte für eine definierte Anwendung kontrolliert, so werden diese Angaben für jeden Stoff mit den Bedingungen der vorgesehenen Verwendung abgeglichen. Nur wenn der in der Konformitätserklärung beschriebene Anwendungsbereich mindestens die gleiche oder eine höhere Anforderung an das Material stellt als der vorgesehene Anwendungszweck, ist eine Konformität gegeben.
Die Überprüfung der Einhaltung der Grenzwerte kann auch an den Kunden delegiert werden. Dies muss eindeutig aus der Erklärung hervorgehen.
Nachfolgend werden die unterschiedlichen Methoden erklärt, mit denen die Einhaltung spezifischer Migrationsgrenzwerte (SML) überprüft werden kann.
2 Spezifische Migration
Auf Basis der vorgesehenen Verwendung (Anwendung) wählt man zunächst die passende(n) Simulanz(ien) und Prüfbedingung(-en) aus (mehr dazu im Teil 2 dieser Innoletter-Serie). Das zu prüfende Material wird mit diesen Simulanzien unter den ausgewählten Prüfbedingungen in Kontakt gebracht und anschließend der Gehalt der Substanz im Migrat bestimmt. Durch die Vielzahl an zugelassenen Monomeren, Additiven sowie Zusatz- und Hilfsstoffen müssen ggfs. verschiedenste Analysemethoden bemüht werden, um z.B. den Gehalt der Stoffe im Migrat zu bestimmen. „Die analytische Universalmethode“ zur Bestimmung aller migrierfähigen Stoffe in einem Rutsch existiert nicht und wird auch in absehbarer Zeit nicht zur Verfügung stehen.
Zudem wird eine Vielzahl von Stoffen verwendet, für die analytische Methoden gänzlich fehlen oder deren Bestimmung nur in einzelnen Simulanzien möglich ist. Regelmäßig sind von einzelnen Stoffen, bzw. Reaktions- und Abbauprodukten, trotz positiver Listung, keine Kalibrierstandards erhältlich. Diese werden aber zwingend benötigt, um Analysemethoden zu entwickeln. Einzelne Substanzen sind in Simulanzien keiner Analytik mit den erforderlichen Bestimmungsgrenze zugänglich und/oder reagieren mit der Simulanz. Man kann also zusammenfassen, dass die Analytik nicht für alle in der Tabelle 1 der Verordnung (EU) Nr. 10/2011 genannten Substanzen sichergestellt ist, was für nicht gelistete migrierfähige Substanzen natürlich in besonderem Maße gilt.
Da für viele Anwendungen die Prüfung mit 2-3 Simulanzien vorgeschrieben ist, ist diese Art der Prüfung in der Regel aufwändig und teuer. Um den Aufwand zu reduzieren, dürfen sogenannte Screeningmethoden angewandt werden, wenn diese als strenger als die oben beschriebene Prüfungsmethode angesehen werden.
Erfüllt ein Material oder Gegenstand im Screeningverfahren die Migrationsgrenzwerte nicht, so heißt das nicht automatisch, dass das Material nicht konform ist. Letztendlich zählt der Übergang ins Lebensmittel, d.h., wenn durch spezifische Prüfungen mit Lebensmittelsimulantien oder durch Worst- Case-Berechnungen, die aus Sicherheitsaspekten üblicherweise zu einer Überschätzung führen, der Konformitätsnachweis nicht herbeigeführt werden kann, kann schlussendlich durch Überprüfung der Einhaltung der Grenzwerte im Lebensmittel die Konformität nachgewiesen werden.
Andersherum: Der Nachweis der Nichtkonformität kann am Ende nur durch eine Prüfung der spezifischen Migration in das reale Lebensmittel geführt werden.
Die Prüfungen mit Simulanzien oder Worst- Case- Berechnungen, z.B. auf Basis von Rezepturangaben oder Gehaltsbestimmungen am Bedarfsgegenstand, stellen lediglich erlaubte Vereinfachungen dar, um den Nachweis der Konformität zu erleichtern.
3 Screeningmethoden
3.1 Ersetzung der spezifischen Migrationsprüfung durch die Gesamtmigration
Unter bestimmten Bedingungen kann die aufwändige Analyse von Stoffen mit SML-Grenzwert anhand von Migrationsversuchen durch die weitaus einfachere und kostengünstigere Gesamtmigrationsprüfung ersetzt werden, was man als „Screening“ bezeichnet, nicht zu verwechseln mit dem sogenannten 10- ppb- Screening per Gaschromatografie-Massenspektrometrie-Kopplung, auf das im weiteren Verlauf dieses Innoletters eingegangen wird.
Voraussetzung für dieses „Screening“ ist, dass es sich um nichtflüchtige Stoffe handelt, deren SML-Grenzwert unter den Prüfungsbedingungen die Bestimmungsgrenzen der Gesamtmigrationsprüfung überschreitet (Simulanz A, B, C, D1 ≥ 6 mg/kg Lebensmittel, Simulanz D2 ≥ 18 mg/kg Lebensmittel unter Anwendung eines Verhältnisses Oberfläche zu Volumen von 6 dm2 je kg Lebensmittel, das für Verpackungen < 500 g angewendet wird, sofern das Produkt nicht für Säuglinge und Kleinkinder vorgesehen ist). Wichtig ist, dass die Ge-samtmigrationsprüfung unter den in der Regel strengeren Prüfbedingungen für die spezifische Migration durchgeführt wird.
3.2 Worst Case Berechnung auf Basis des Gehaltes bzw. Restgehaltes (QM= quantum maximum)
Eine weitere Methode des Screenings zur Überprüfung der Konformität SML-reglementierter Inhaltsstoffe stellt die Worst Case- Berechnung unter Annahme der vollständigen Migration des Migranten in das Lebensmittel dar.
Basis ist die genaue Kenntnis des maximalen Gehaltes bzw. Restgehaltes der Substanz im Bedarfsgegenstand, z.B. aufgrund von Rezepturkenntnissen. Bei Einsatz von Masterbatches oder Zubereitungen, bzw. Verwendung von fertigen Verpackungsmaterialien, ist der genaue Wirkstoffanteil der fraglichen Substanz häufig nicht bekannt.
Die Aufnahme des maximal enthaltenen Anteils der Stoffe im Masterbatch bzw. der Zubereitung oder dem fertigen Verpackungsmaterial in die verbindlichen Angaben der Konformitätserklärung bietet eine gute Basis für den Konformitätsnachweis. Hier ist nicht unbedingt der genaue Rezepturanteil gefragt; ausreichend ist die Bestätigung der Einhaltung eines maximalen Grenzwertes für alle zukünftigen Lieferungen, dessen Höhe wiederum die Einhaltung der SML-Grenzwerte für ihren vorgesehenen Einsatzbereich sicherstellt. Ist der enthaltene Anteil nicht bekannt, kann letztendlich auch eine Analyse durchgeführt werden, um diesen zu ermitteln. Für viele gängige Substanzen stehen geeignete Analysemethoden zur Verfügung.
Abbildung 2: Beispielrechnung auf Basis des Restgehaltes aller Stoffe; die Stoffe im Masterbatch wurden mit 100% angesetzt, da keine Informationen zum Gehalt vorlagen
Pro und Contra des „Screenings auf Basis Restgehalt/ Worst Case“- Rechnung:
• Bei der analytischen Gehaltsbestimmung handelt es sich um eine Momentaufnahme, andere Chargen können ggfs. abweichen
• Die weitere Berechnung unter Annahme des vollständigen Überganges überschätzt bisweilen stark die tatsächlichen Verhältnisse, So kann bei einigen sehr häufig verwendeten Additiven, wie z.B. Irganox® 1076 (Octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionat; CAS 2082-79-3) der Restgehalt gerade bei dicken Materialien oberhalb des Grenzwertes liegen, so dass die Einhaltung des Grenzwertes über eine Restgehaltsbestimmung manchmal nicht gegeben ist. Sollte dies der Fall sein, muss eine spezifische Migrationsprüfung oder ein Modelling ergänzend durchgeführt werden
• Einige Monomere wie z.B. Caprolactam haben in der Regel einen recht hohen Restgehalt, migrieren aber durch den Aufbau der Verpackung in Mengen unterhalb der Grenzwerte in ein Lebensmittel bzw. eine Lebensmittelsimulanz. Auch hier ist im Zweifel die spezifische Migrationsanalyse, möglicherweise sogar im Lebensmittel, zum Beleg der Konformität nicht zu vermeiden.
• Die Screening- Methoden, haben den großen Vorteil, dass anstatt mehrerer Analysen in den unterschiedlichen Simulanzien und unter verschiedenen Migrationsbedingungen (Temperatur/ Zeit) nur eine einzige Analyse, bzw. im günstigsten Fall, eine Berechnung erforderlich ist, da ja ohnehin immer vom vollständigen Übergang ausgegangen wird.
3.3 Migrationsmodellberechnung
Eine weitere Methode des Screenings zur Überprüfung der Konformität SML-reglementierter Inhaltsstoffe stellt das sogenannte „Modelling´“ zur Abschätzung des Migrationspotenzials einzelner Stoffe dar. Grundlage ist, wie unter Punkt 3.2 (Worst- Case- Berechnung), die Kenntnis des Restgehalts des Stoffes im Material, auf dessen Basis unter Anwendung allgemein anerkannter, auf wissenschaftlichen Erkenntnissen basierende Diffusionsmodelle, das Migrationspotential für die vorgesehen Anwendung abgeschätzt werden kann.
Die Methode führt zu einer weniger starken Überschätzung als das Screening durch die „einfache Worst- Case-Berechnung“, da nicht automatisch von einem vollständigen Übergang ausgegangen wird. Das Migrationspotential wird hier durch Anwendung materialspezifischer Diffusions- und Löslichkeitskoeffizienten sowie des Einflusses von Temperatur und Zeit bei der vorgesehenen Anwendung auf Basis der bekannten Diffusionsgesetze qualifiziert abgeschätzt.
Bekannte Softwareprodukte sind erhältlich z.B. von Fabes, AKTS, INRA Safe Food Packaging Portal (Freeware: http://modmol.agroparistech.fr/)
Hierzu sind „Union Guidelines“ der EU-Kommission in Vorbereitung.
3.4 Ersatz für Lebensmittelsimulanzien
Beim Screening auf spezifische Migration können Lebensmittelsimulanzien durch Ersatzlebensmittelsimulanzien ersetzt werden, wenn wissenschaftlich belegt ist, dass die Ersatzlebensmittelsimulanzien die Migration im Vergleich zu den geregelten Lebensmittelsimulanzien überschätzen.
In der Verordnung (EU) Nr. 10/2011 ist leider nicht angegeben, was als wissenschaftlicher Beleg anerkannt wird. Daher haben wir nachfolgend ein paar Möglichkeiten aufgelistet, die aus unserer Sicht als Nachweis dienen könnten:
3.4.1 Wissenschaftliche Studien
Die ISPRA veröffentlicht z.B. Migrationsstudien über einzelne Additive, wie die nachfolgend abgebildete Zusammenfassung zu Octadecyl 3-(3,5-di-tert-butyl-4-hydroxyphenylpropionat) (=Irganox® 1076):
3.4.2 Eigene Vergleichsuntersuchungen
Wird bei eigenen Migrationsuntersuchungen mit verschiedenen Simulanzien festgestellt, dass ein Material nur in einer Simulanz deutliche Mengen des zu untersuchenden Stoffes abgibt, so könnte man bei Kontrolluntersuchungen an einem Material mit identischen Inhaltsstoffen die Migration nur in dieser Simulanz überprüfen.
Da die Löslichkeit von Stoffen auch davon beeinflusst wird, welche anderen Stoffe in einer Lösung vorhanden sind, also in der Gesamtheit migrieren können, sind diese Daten nicht auf alle Produkte übertragbar.
3.4.3 Löslichkeitsdaten
Die Löslichkeit eines Stoffes in einer Simulanz ist von unterschiedlichen Parametern abhängig. Deutlichen Einfluss auf die Löslichkeit hat die Temperatur, die entsprechend der Anwendung für alle Simulanzien ausgewählt wird.
Unterschiede ergeben sich z.B. aus der Polarität der zu untersuchenden Stoffe. Sind sie polar, also enthalten sie Ladungen oder liegen als Ionen wie z.B. Salze vor, so sind sie in polaren Simulanzien wie z.B. Simulanz A (Ethanol 10%) besser löslich als in unpolaren Simulanzien wie z.B. Simulanz D2 (pflanzliches Öl). Eher unpolare Stoffe wie Mineralöle reichern sich zum Beispiel nicht in Salzen an. Zur Abschätzung, ob ein Stoff eher fett- oder wasserlöslich ist, kann der n-Oktanol-Wasser-Verteilungskoeffizient herangezogen werden.
„Der Kow-Wert ist ein Modellmaß für das Verhältnis zwischen Lipophilie (Fettlöslichkeit) und Hydrophilie (Wasserlöslichkeit) einer Substanz. Die Erwartung ist, mit Hilfe des Oktanol-Wasser-Verteilungskoeffizienten auch die Verteilungskoeffizienten dieses Stoffes in anderen Systemen mit einer wässrigen und einer lipophilen Phase abschätzen zu können. Kow ist größer als eins, wenn eine Substanz besser in fettähnlichen Lösungsmitteln wie n-Oktanol löslich ist, kleiner als eins wenn sie besser in Wasser löslich ist. Entsprechend ist Log P positiv für lipophile und negativ für hydrophile Substanzen.“ (Wikipedia®)
Für die Substanz 2,5-Thiophendiylbis(5-tert-butyl-1,3-benzoxazol), CAS 7128-64-5, FCM500, Grenzwert 0,6 mg/kg Lebensmittel, wird im Sicherheitsdatenblatt ein log POW > 6 angegeben, also ein Wert, der lipophile Stoffe kennzeichnet. Eine Prüfung in pflanzlichem Öl dürfte auf Grund der besten Löslichkeit den Worst-case für diesen Stoff darstellen.
pH-Wert
Der pH-Wert hat großen Einfluss auf die Löslichkeit von Metallen sowie einer Reihe von organischen Verbindungen (z.B. mit leicht protonierbaren funktionellen Gruppen wie Carboxyl-gruppen). So ist die Löslichkeit von Phenolen im alkalischen Milieu (pH>7) durch Bildung von Phenolat-Ionen erheblich gesteigert, während die Löslichkeit von Aminen durch Protonierung der Aminogruppe im sauren Bereich (pH<7) gesteigert wird. Daher wird z.B. Essigsäure 3% für die „worst-case Analyse“ von primären aromatischen Aminen herangezogen.
4 Migrationsscreening oder 10ppb-Screening
Das Migrationsscreening, auch 10 ppb-Screening genannt, ist keine Screeningmethode im Sinne der Verordnung (EU) Nr. 10/2011. Es dient der Plausibilitätsprüfung der Angaben in der Konformitätserklärung oder der Identifikation von Verunreinigungen (NIAS = non-intentionally added substances) und Abbauprodukten. Mit dieser Thematik werden wir uns im nächsten Innoletter näher beschäftigen.
5 Zusammenstellung der Daten zur Bewertung
Ist die Bewertung abgeschlossen, sollten alle Daten zusammengestellt werden, um z.B. einer Behörde gegenüber nachweisen zu können, auf welcher Basis die Einhaltung der Grenzwerte bestätigt wurde. Nachfolgend finden Sie ein Beispiel, wie der „Innoform – Konformitätsstatus“ alle nachzuweisenden Informationen übersichtlich zusammenfasst:
Gerne übernehmen wir die Konformitätsarbeit für Sie. Für ein unverbindliches Angebot sprechen Sie mich bitte an:
Im vierten Teil des INNOLETTERS werden wir uns mit dem 10 ppb-Screening und der Beurteilung von Verunreinigungen (NIAS = non-intentionally added substances) und Abbauprodukten beschäftigen.