Lobenswert ist es, wenn Folien immer dünner werden. Dieses Beispiel hier zeigt wieder einmal, wie effizient heute produziert werden kann (Klick hier). Doch irgendwann ist Schluss mit “immer dünner”. Wo sind die echten Innovationen zur Materialreduzierung? Innoform startet bei seinen Veranstaltungen 2016 einen Schwerpunkt mit dem Thema Ressourceneffizienz. Dafür suchen wir zahlreiche, gelungene Beispiele – z. B. wie das oben genannte, aber auch gern ganz andere Denkansätze wie diesen hier: https://www.kickstarter.com/projects/643319217/beleaf
Da es sich bei der erwarteten Änderungsverordnung nicht nur um eine Anpassung der Stoffliste handelt, sondern erstmals auch etwas umfassendere Korrekturen erwartet werden, verzögert sich die Veröffentlichung der bereits für Ende 2015 erwarteten Anpassung weiterhin.
Das Joint Research Centre (JRC) hat auf seiner Website einen Leitfaden zur Materialanalyse von Verpackungsfolien veröffentlicht: Der Schwerpunkt liegt auf der Trennung mehrschichtiger Folien und der Identifikation unterschiedlicher Polymere. Zusätzlich beschreibt der Leitfaden, welche Polymere bei Lebensmittelverpackungen gewöhnlich Anwendung finden, welche Eigenschaften sie haben und für welche Zwecke sie bei Lebensmittelverpackungen geeignet sind.
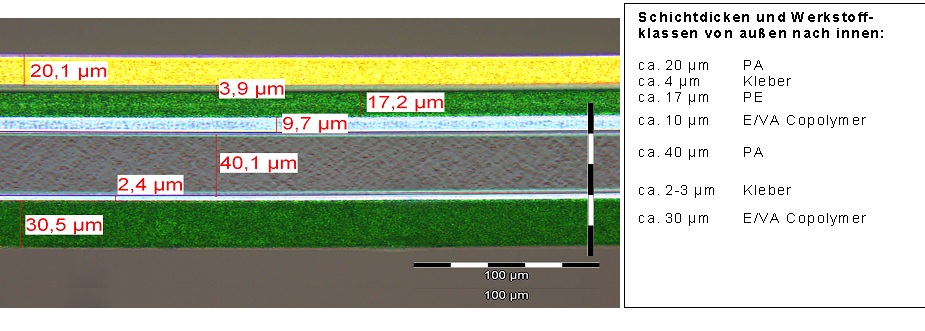
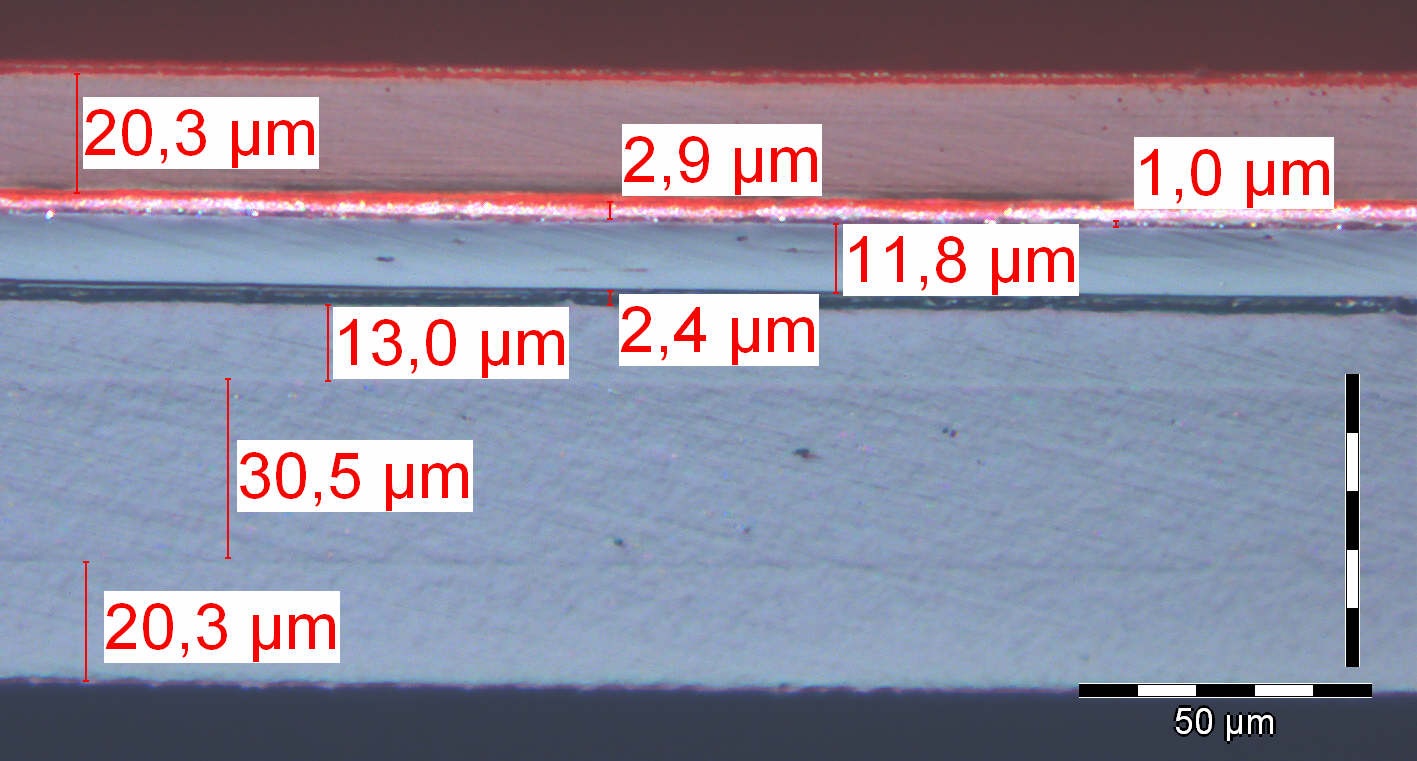
Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Als UV-Beständigkeit wird im täglichen Sprachgebrauch der mit Folienfragen Beschäftigten zumeist die Materialbeständigkeit einer Folie bei Lagerung im Freien angesehen. Eine Lagerung im Freien umfasst neben der Einwirkung des UV-Anteils des Sonnenlichtes naturgemäß viele weitere alterungsrelevante Einflüsse, wie z.B. die Einwirkung von Nässe, Temperaturschwankungen, Schadstoffen, Wind, etc. Dass nicht all diese Einflussgrößen in einem einzigen Laborversuch simuliert werden können ist naheliegend und daher auch Bestandteil der Einleitungstexte diverser Normen zu diesem Thema (siehe z.B. E DIN EN ISO 4892-1:2014-03, Seite 4[1]).
Die zeitraffende Alterung einer Folie durch UV- Licht, z.B. unter Verwendung gefilterter Xenonbogenstrahlung, stellt somit lediglich einen Teilaspekt der Beständigkeit gegen Freibewitterungseinflüsse dar. Die Überprüfung der UV- Beständigkeit auf Basis von zeitraffenden Bestrahlungsversuchen mit Xenonbogenstrahlung kann daher schon aus diesem Grunde lediglich eine grobe Abschätzung des möglichen Verhaltens unter realen Freibewitterungsbedingungen erlauben.
Der Vollständigkeit halber sei erwähnt, dass man von Gerätebewitterung statt Gerätebestrahlung spricht, wenn die Proben während der Bestrahlung zusätzlich in festgelegten Zyklen mit Wasser besprüht werden.
2 Situation in der Praxis
Die UV- Beständigkeit spielt bei vielen Anwendungen von Folien im Außenbereich eine entscheidende Rolle. Gesicherte Aussagen zur Beständigkeit von Kunststofffolien unter Praxisbedingungen lassen sich, o.g. Aussagen folgend, nur aus Freibewitterungsversuchen unter Realbedingungen ermitteln. Freibewitterungsversuche sind langwierig und werden daher in der Praxis nur selten, z.B. in Form von Fallstudien zur Validierung und Verifizierung von Gerätebestrahlungsversuchen, durchgeführt.
In der täglichen Praxis der Folienhersteller und Anwender stellt sich häufig die Frage nach einer Möglichkeit zur schnelleren und reproduzierbaren Beurteilung der UV- Beständigkeit von Kunststofffolien zum Zwecke einer orientierenden Abschätzung der möglichen Beständigkeit gegen Freibewitterungseinflüsse. Typischerweise finden die Ergebnisse Verwendung zur Bewertung von Produktionsversuchen und Neubemusterungen, Materialvergleichen oder zur Bearbeitung von Schadensfällen.
In der täglichen Praxis bei Innoform GmbH Testservice handelt es sich dabei überwiegend um Materialien, die für Freibewitterungszeiträume von einem halben Jahr, einem Jahr oder zwei Jahren vorgesehen sind. Die Beurteilung von Folien mit längerer Beständigkeit wird seltener nachgefragt.
Eine bewährte Methode ist die bereits genannte künstliche Bestrahlung nach DIN EN ISO 4892-2[2] in Laborgeräten mit Xenonbogenstrahlung. Die Beurteilung der Alterung der Proben nach Bestrahlung erfolgt z.B. anhand physikalisch technologischer Kennwerte, die vergleichend an unbestrahlten und bestrahlten Proben durchgeführt werden, z.B. in Form von Zugversuchen nach DIN EN ISO 527-3[3]. Als Schädigungskriterium wird häufig eine Veränderung des jeweiligen Kennwertes um mehr als 50 % bezogen auf den Ausgangswert herangezogen, wobei dieses als Faustformel gilt und auch andere Festlegungen angewendet werden.
Neben der Festlegung einer geeigneten Prüfmethode sowie des Schädiguzngskriteriums stellt dabei die Festlegung der zur Simulation der unter Freilandbedingungen einwirkenden UV-Belastung heranzuziehenden Laborbestrahlungsparameter eine schwierige Problematik dar. Es gilt einen praktikablen Kompromiss aus der Beschleunigung der Alterung, resp. Laufzeit des Laborversuches und Übertragbarkeit der Ergebnisse auf die Praxis zu finden.
Ich werde im Folgenden zunächst auf die Abschätzung der unter Freilagerung zu erwartenden Globalstrahlung („Bestrahlungsdosis“) sowie im Weiteren dann auf die daraus ableitbaren Versuchsbedingungen für die künstliche Bestrahlung eingehen.
3 Auslegung von Gerätebewitterungsversuchen
3.1 Abschätzung der UV- Belastung (Dosis) bei der
vorgesehenen Freilandlagerung anhand
von Globalstrahlungsdaten
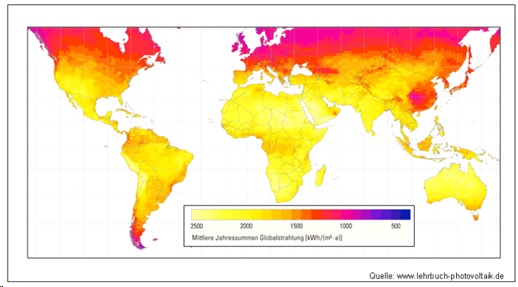
Unter Globalstrahlung versteht man vereinfacht, die gesamte senkrecht auf die Erdoberfläche einfallende Solarstrahlung mit einem Spektralbereich von ca. 300- 3000 nm. Die Jahressumme der Globalstrahlung schwankt international gesehen sehr stark. In Deutschland liegen diese Werte in der Größenordnung von ca. 900 – 1.200 kWh/m², in Spanien bei ca. 2.000 kWh/m², in der Sahara bei ca. 2.500 kWh/m².
(Anmerkung:1000 kWh/m² entsprechen ca. 86 Kilolangley, bzw. 3600 MJ/m²)
Zur Auslegung von Gerätebestrahlungen empfiehlt sich zunächst eine grobe Ermittlung der zu erwartenden Jahresbestrahlung im geplanten Einsatzgebiet.
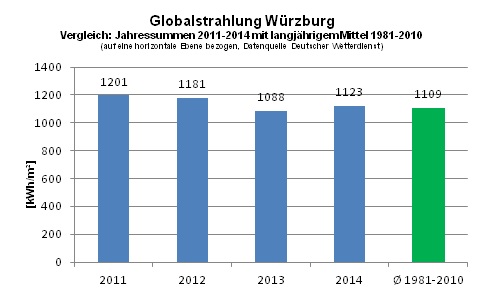
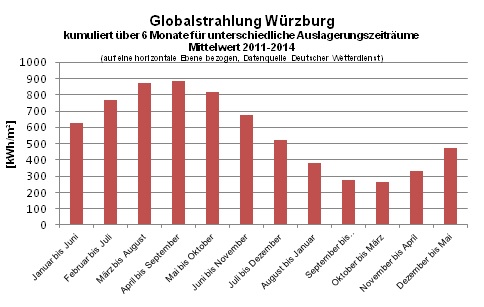
Wie untenstehende beispielhafte Auflistung der Jahresmittelwerte der Station Würzburg des DWD für die Jahre 1981– 2010 zeigen, treten erwartungsgemäß Schwankungen der Jahresmittelwerte auf. Diese liegen beim vorliegenden Beispiel im Bereich von ca. 10 %. Diese Schwankungen sind hinsichtlich der Auslegung der Gerätebestrahlung unserer Ansicht nach nicht relevant.
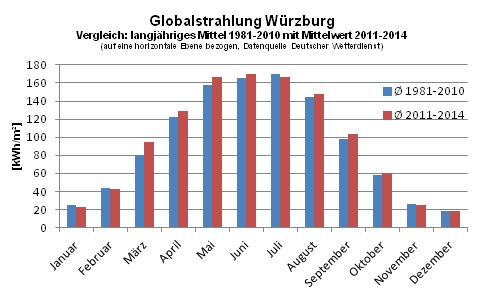
Betrachtet man den Jahreslauf der Monatsmittelwerte für obiges Beispiel, so zeigen sich wesentlich größere Abweichungen durch die jahreszeitlichen bedingten Schwankungen. Diese sind bei der Auslegung von Gerätebestrahlungsversuchen zur Simulation kürzerer Freibewitterungszeiträume (< 2 Jahre) unbedingt relevant.
Der Auslagerungszeitpunkt kann eine wesentliche Rolle bei der Auslegung von Gerätebestrahlungen von Folien für einjährige Freilagerung (Jahresfolien) spielen. Wie die folgende Grafik der monatlich kumulierten Werte unseres Beispiels zeigt, hat eine Folie bei Auslagerung Anfang Januar bereits im Oktober praktisch die gesamte Jahresdosis „gesehen“.
Dieses kann zur Folge haben, dass ein UV-initiierter Alterungsprozess zu diesem Zeitpunkt im Herbst durch widrige Wettereinflüsse, wie starke Temperaturschwankungen, Wind oder Schlagregen zu einer vorzeitigen Schädigung einer Jahresfolie führen kann.
Bei der Auslegung von unterjährigen UV-Beständigkeiten stellt sich die Frage des Auslagerungszeitpunktes in besonderem Maße. Wie die kumulierten Ergebnisse für halbjährlich zu erwartende Bestrahlungsdosen zeigen, wirkt sich der Zeitpunkt der Auslagerung maßgeblich auf die Globalstrahlungsdosis aus, die ein Produkt während der Freibewitterung sieht. So kann ein Produkt bei Auslagerung im Frühjahr bereits nach einem halben Jahr ca. 80-90 % der Jahresdosis gesehen haben.
Zur Auslegung und Bewertung künstlicher Bestrahlungen bzw. Bewitterungen (Bestrahlung mit zusätzlichem Feuchteeinfluss, z.B. Besprühen mit Wasser) orientiert man sich an Globalbestrahlungsdaten für den relevanten Ort der Freibewitterung. Unter Berücksichtigung des vorgesehen Auslagerungszeitraums und des Auslagerungspunktes kann die Summe der zu erwartenden Globalstrahlung, also die Globalstrahlungsdosis, für den gesamten Freibewitterungszeitraum errechnet werden.
Diese Globalstrahlungsdosis dient als Grundlage zur Auslegung der Gerätebestrahlung, also in der Praxis zur Festlegung der Gerätelaufzeit bei einer definierten Strahlerleistung.
3.2 Festlegung der Gerätelaufzeit für eine festgelegte
Strahlerleistung zur Simulation einer
Freibewitterungsalterung durch
Sonnenlicht / UV- Strahlung
Die zur Auslegung von Gerätebewitterungen ermittelte Globalstrahlungsdosis bezieht sich, wie oben gesagt, in der Regel auf einen Spektralbereich von ca. 300- 3000 nm.
Das in unserem Hause eingesetzte Gerät Q-SUN der Fa. Q-LAB arbeitet mit Xenonbogenstrahlern, die den Spektralbereich von ca. 270 -800 nm emittieren. Durch Filterung wird der im natürlichen Sonnenlicht nicht enthaltene Anteil der kurzwelligen UV-Anteile unterhalb von 270 nm eliminiert. Zusätzliche Filter erlauben die Simulation von Globalstrahlung hinter Fensterglas
(ab 320 nm).
Die Bestrahlungsstärke E [W/m²] im Gerät wird gemäß DIN EN ISO 4892-22 mit einem UV- Sensor im Wellenlängenintervall 300 – 400 nm geregelt. Aus E [W/m²] und der Bestrahlungszeit in Stunden [h] ergibt sich die Bestrahlung (-sdosis) [kWh/m²] für den genannten Spektralbereich.
Aufgrund der unterschiedlichen Spektralbereiche unterscheiden sich naturgemäß auch die Zahlenwerte für den jeweiligen Energieeintrag. Zum Vergleich der Energieeinträge der Globalstrahlung mit denen der Gerätebestrahlungen müssen also die jeweiligen Energieanteile der Spektralbereiche errechnet werden.
In Ermangelung von Produktnomen für Folien mit eindeutigen Vorgaben für Gerätebestrahlungen zur Simulation definierter Freibewitterungszeiträume greift man zum Zwecke eines ersten abschätzenden Vergleiches auf die in E DIN EN ISO 4892, Anhang C1 genannte CIE- Publikation Nr. 85:1989 zurück.
Im dort definierten Sonnenspektrum (300- 2450 nm) beträgt der für die Kunststoffalterung maßgebliche Anteil der UV- Strahlung (ca. 300- 400 nm) 6,8 %. Auf Basis der in DIN EN ISO 4892-22 Anhang B empfohlenen Strahlerleistung von 60 W/m² für den Spektralbereich von 300- 400 nm ergeben sich z.B. Gerätelaufzeiten von rund 1000 h zur Simulation der Globalstrahlungsdosis eines Jahres in Deutschland bzw. Mitteleuropa.
Bei der Übertragung der Ergebnisse auf die Freilandbewitterung ist allerdings zu bedenken, dass der UV- Anteil der Globalstrahlung zwar einen wesentlichen Einfluss auf die Freibewitterungsbeständigkeit von Folien haben kann, es sich aber, wie bereits erwähnt, nur um einen Teilaspekt der Materialbeanspruchungen unter Freibewitterungsbedingungen handelt. Dieser alleine kann zu erheblichen Materialschädigungen und sogar zum Totalausfall führen. Andere Einflussgrößen wie Niederschlag, Tauwasser, Wind, Temperatur, Abgasemissionen etc. spielen aber eine nicht zu unterschätzende Nebenrolle und sind der Überprüfung mittels Gerätebewitterung nicht ohne weiteres zugänglich.
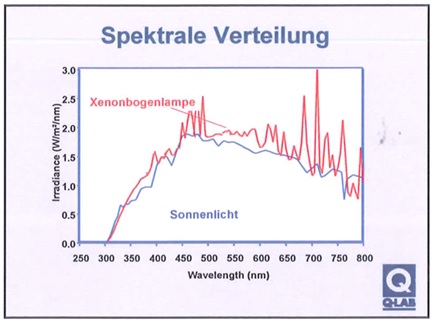
Zudem ist zu berücksichtigen, dass die Gerätebewitterung z.B. nach DIN EN ISO 4892-22 mit gefilterter Xenonbogenstrahlung das Sonnenlichtspektrum im Bereich von 300- 800 nm im Vergleich zu anderen Methoden, z.B. DIN EN ISO 4892-3[4] (UV- Leuchtstofflampen) und ISO 4892-4[5] (offene Kohlebogenlampen) zwar vergleichsweise gut nachahmt, die Spektren aber bei genauerem Hinsehen Abweichungen aufweisen, wie untenstehendes Abbildung zeigt.
(Quelle: Schulungsunterlagen, Q-LAB Deutschland GmbH, www.Q-Lab.com)
Aufgrund der Komplexität ist es nachvollziehbar, dass z.B. gemäß DIN EN ISO 4892-11 sogenannte „Zeitraffungsfaktoren“, also direkte Korrelationsfaktoren zwischen Gerätebestrahlungen und Freibewitterung, als wenig empfehlenswert angesehen werden. Die Alterungsgeschwindigkeit beim praktischen Einsatz in der Freibewitterung kann erheblich von derartigen Zeitraffungsfaktoren, berechnet auf der Basis des Vergleiches von Globalstrahlungsdaten und Gerätebestrahlungsdaten, abweichen.
4 Fazit
Eine einfache, allgemeingültige Arithmetik zum Errechnen von maximalen Freibewitterungszeiträumen aus Gerätebewitterungsdaten ist wohl kurzfristig nicht in Sicht.
Dieses zeigt sich auch im Fehlen entsprechender Vorgaben in den einschlägigen Normen. Hier sei zu erwähnen, dass derzeit In einigen Normungsvorhaben betreffend Folien für den Agrarbereich Anstrengungen bestehen, entsprechende Vorgaben festzulegen.
Zur Beurteilung und Spezifizierung der Freibewitterungsstabilität von Kunststofffolien stellt die Gerätebestrahlung mit Xenonbogenstrahlung nach DIN EN ISO 4892-11 trotzdem ein pragmatisches Mittel dar. Es lassen sich reproduzierbare und objektiv überprüfbare Vergleichswerte anhand genormter Laborkennwerte (z.B. Zugversuch, Glanz, etc.) ermitteln, die z.B. zur Qualitätsüberwachung oder Überprüfung vereinbarter Qualitäten geeignet sind.
Klaus Behringer, Innoform GmbH, Januar 2016
[1] E DIN EN 4892-1:2014-03 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 1: Allgemeine Anleitung (ISO/DIS 4892-1:2014);Beuth- Verlag, Berlin
[2] DIN EN ISO 4892-2:2013-06 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 2: Xenonbogenlampen, Beuth- Verlag, Berlin
[3] DIN EN ISO 527-1:2012-06 Kunststoffe–Bestimmung der Zugeigenschaften–Teil 1: Allgemeine Grundsätze, Beuth- Verlag, Berlin
[4] DIN EN ISO 4892-3:2015-11 Kunststoffe – Künstliches Bestrahlen oder Bewittern in Geräten – Teil 3: UV-Leuchtstofflampen, Beuth- Verlag, Berlin
[5] ISO 4892-4:2013-07 Titel (deutsch):Kunststoffe – Bestrahlungsverfahren mit Laboratoriumslichtquellen – Teil 4: Offene Kohlenbogenlampen, Beuth- Verlag, Berlin
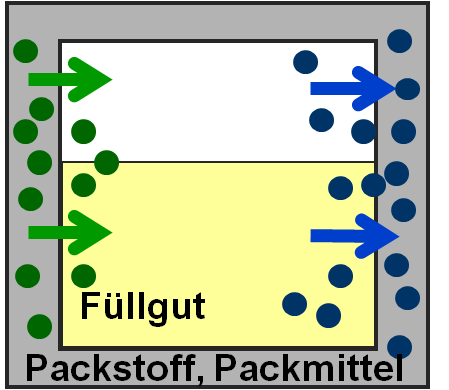
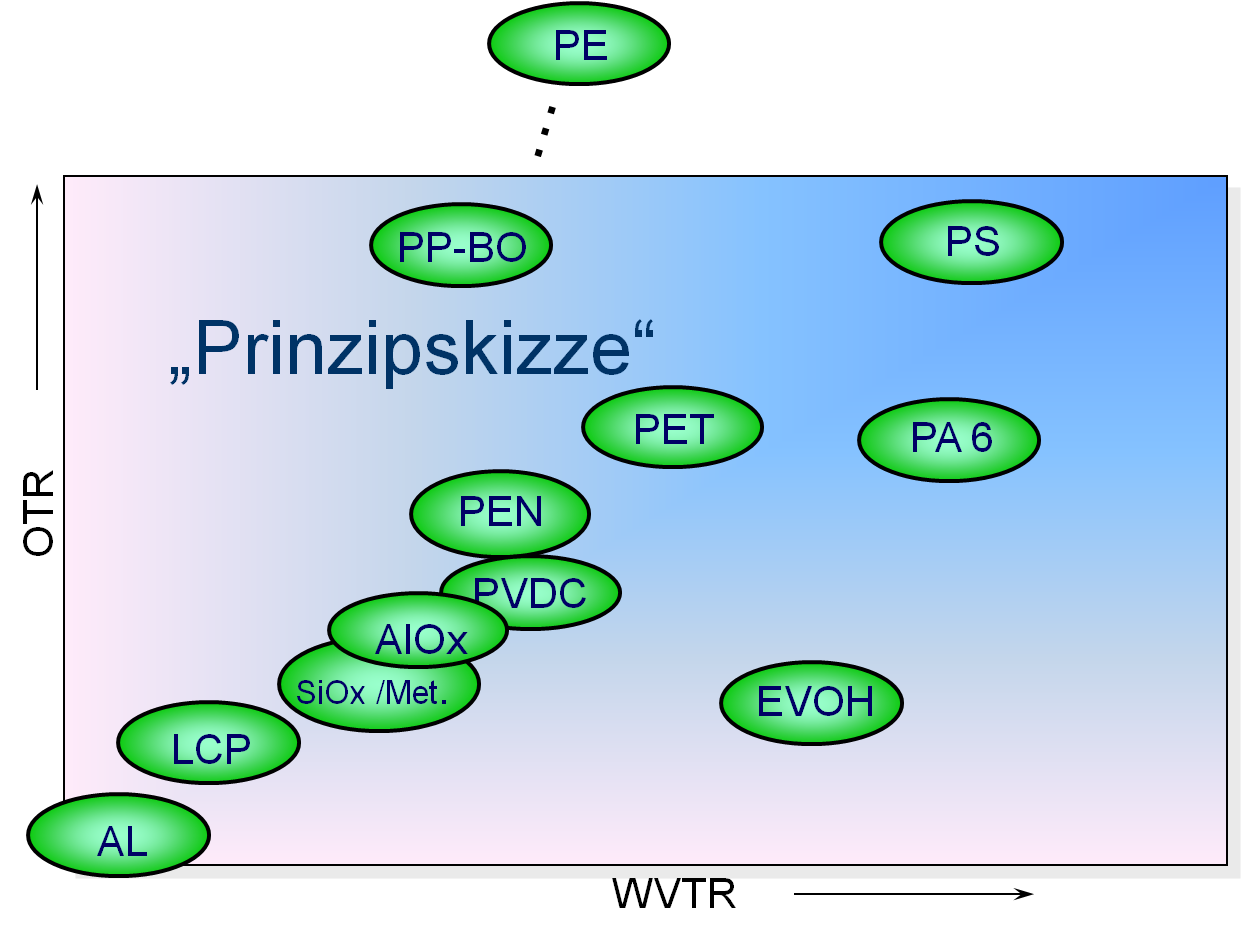
Eine Hauptfunktion von Verpackungen ist es, die Ware vor Verderb und Verunreinigung zu schützen. Dies trifft besonders für Lebensmittel zu: Verschiedene Lebensmittelgruppen erfordern unterschiedliche Verpackungskonzepte. Während das eine Lebensmittel bei der Verpackung eine hohe Barriere benötigt, ist bei dem anderen Lebensmittel eine hohe Durchlässigkeit notwendig. Kurz gefasst: Lebensmittel müssen mit geeigneten Packmitteln und angepassten Barriereeigenschaften verpackt werden, um produktspezifischen Schutz zu gewährleisten.
Alle, die Lebensmittelfolien einkaufen, verwenden, entwickeln oder verkaufen, erhalten in diesem Seminar die notwendigen Grundlagen und aktuelles Fachwissen über moderne Strukturen und typische Anwendungen von Barrierefolien. Es werden die spezifischen Barriereigenschaften der verfügbaren Packstoffe und moderne Techniken in der Herstellung von Barrierefolien vorgestellt.
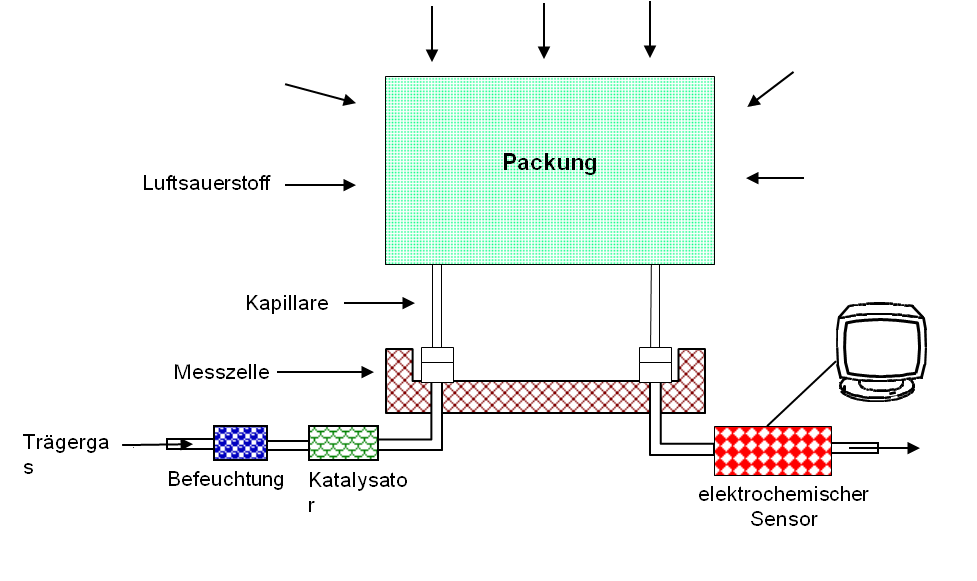
Zur Beurteilung und Charakterisierung verpackungsrelevanter Eigenschaften werden unterschiedliche Messmethoden als Qualitätssicherungsinstrumente vorgestellt und anhand von Praxisbeispielen näher erläutert. In diesem Zusammenhang werden die Themen Spezifikation von Packmitteln sowie die aktuellen EU-lebensmittelrechtlichen Anforderungen an Lebensmittelverpackungen behandelt.
Auch der Einfluss von Licht und Sauerstoff auf die Produktqualität wird am Beispiel sauerstoffempfindlicher Lebensmittel veranschaulicht und entsprechende Verpackungskonzepte abgeleitet. Dabei spielen neben den produktspezifischen Anforderungen auch die Lagerbedingungen und der Abpackprozess eine entscheidende Rolle für die Auslegung der Barrierefolie.
Nach dem Seminar kennen die Teilnehmer die spezifischen Barriereeigenschaften der kommerziell verfügbaren Packstoffen und wissen, wie diese zielführend miteinander kombiniert werden, um Packmittel für produktspezifische Verpackungskonzepte zu erzeugen. Die Teilnehmer können die Permeationseigenschaften von Barrierefolien berechnen und Verpackungskonzepte entsprechend optimieren und sie wissen, wie geeignete Verpackungskonzepte aus Barrierefolien nicht nur die Qualität und Sicherheit dieser Lebensmittel positiv beeinflussen können, sondern die Barrieredimensionierung auch der Kosteneinsparung dient.
Immer kürzere Lieferzeiten und reduzierte Bestelllosgrößen sind nur zwei Herausforderungen, denen sich Folienverarbeiter und die Lebensmittel verpackende Industrie stellen müssen. Die Vorlieferanten können diese Wünsche allerdings häufig gar nicht oder nur in Teilen erfüllen.
Die Folge ist, dass Folienverarbeiter und Verpacker sich große Folienmengen ans Lager legen müssen, um Mindestmengen und kurze Reaktionszeiten realisieren zu können. Wenn der Kunde nicht noch einmal bestellt oder den Folientyp ändert, bleibt die nicht benötigte Menge am Lager stehen.
Während bei dem einen Folienverarbeiter nicht mehr benötigte Folienrollen vorrätig sind, kann ein Wettbewerber einen Auftrag für genau den gleichen Folientyp nicht annehmen, weil die Beschaffungszeiten zu lang oder die Bedarfsmengen zu klein sind. Keiner will sich in die Karten gucken lassen, aber beide wären froh, wenn sie (anonym) voneinander wüssten.
Hier schafft das Folienportal www.rollenboerse.net Transparenz und vermittelt zwischen Angebot und Nachfrage von standardisierten Verpackungsfolien wie z.B. OPP oder PET: „Das Konzept soll dazu beitragen, die Anforderungen des Handels nach schnellen Lieferzeiten bei gleichzeitig reduzierten Liefermengen zu erfüllen“, betont Geschäftsführer Henrik Annighöfer.
Und so funktioniert es:
Folienanbieter registrieren sich auf www.rollenboerse.net und erhalten per E-Mail einen Lieferantenfragebogen, der Einzelheiten u.a. zum Qualitätsmanagementsystem abfragt. So ist gewährleistet, dass nach allgemein üblichem Standard gearbeitet wird. Die Einsendung von Hygienezertifikaten unterstreicht zusätzlich die Kompetenz und das Sicherheitsbestreben des Anbieters und erhöht die Chancen auf einen schnellen Verkauf. Wird der Fragebogen beantwortet, wird das Konto freigeschaltet und der Anbieter kann seine Folien in das Portal einstellen und zum Verkauf anbieten. Dabei ist die Angabe von Stammdaten wie Folientyp, Abmessung, Menge etc. erforderlich. Technische Datenblätter können ebenfalls eingefügt werden.
Folieninteressenten können auf www.rollenboerse.net sowohl nach Folienkategorie als auch nach Rohfolienhersteller und Folientyp filtern oder direkt suchen. Ist der richtige Folientyp gefunden, übernimmt www.rollenboerse.net die komplette Abwicklung vom Transport bis zur Rechnungslegung. Folienanbieter und Folienkunde bleiben dabei anonym. Beide benötigen zwar Hilfe, wollen sich aber zugleich nicht outen. Und genau hier hilft die rollenbörse.
Die Entwicklung der letzten Jahre mit Ausblick bis 2018
Neuigkeiten im Regal
Was hat den Beutel gestärkt und was fehlt ihm noch?
Ende 2010 habe ich die Entwicklung der Standbeutel von 1962 bis dato mit einem perspektivischen Ausblick in die nahe Zukunft beschrieben. Heute möchte ich mich mit der inzwischen eingetretenen Realität dieser flexiblen und erfolgreichen Verpackungsart befassen und einen Ausblick bis 2018 vorstellen.
Inzwischen ist neben der dominanten Marke Capri-Sonne, inzwischen auch mit einem wiederverschließbaren konturierten Beutel am Markt, der Tiernahrungsbeutel mit signifikant größeren Mengen an seine Seite getreten. Der eine wird nach wie vor heiß abgefüllt, wo hingegen die Tiernahrungsbeutel „retort“ im Autoklaven verarbeitet werden.
Mit unglaublicher Dynamik und großen Mengenzuwächsen ist seit Anfang 2013 der Beutel für Kindernahrung, Fruchtpürees und Energy Drinks in dieses Marktsegment eingetreten. In den USA belegt diese Produktgruppe inzwischen mindestens 40% der Regalfläche mit beiden Varianten der Verarbeitung. Alles sind Beutel mit Ausgießern, womit sich eine vormals teure und komplexe, aber verbraucherfreundliche Packung einen beachtlichen Marktanteil erobert hat und begonnen hat, das Glas zu ersetzen. Hier wird deutlich, wie die Hersteller auf Kundenbedürfnisse eingehen und damit über große Auftragsvolumen für nun auch preiswertere Packmittel sorgen.
Der Trend „on the go“ bildet inzwischen nicht nur Produktnamen, sondern hat dem Wunsch der Mobilität dadurch Rechnung getragen, dass der wiederverschließbare Beutel dieser flexiblen und ökologisch vorteilhaften Packung mehr Bedeutung zukommt. Dies gilt insbesondere auch gut kleinvolumige Packungen. Aber auch bei großen Volumen hat der Beutel seinen Markt gefunden, wie zum Beispiel bei Scheibenreinigern für den PKW. Hier hilft ein Ausgießer, das Nachfüllen der Waschanlage erheblich zu erleichtern, ohne dass das Produkt verschüttet wird. Hier kommt dem Beutel seine „Flexibilität zugute, da er seinen Inhalt ohne „BLUB“ abgeben kann. Deshalb ist insbesondere der Ausgießer ein integrales Element der Beutel und wird damit zum wichtigen Bestandteil für den Verbraucher und die Verarbeitungstechnik.
Zwar sind immer noch Beutel ohne den Wiederverschluss für Getränke und Tiernahrung in der Überzahl, aber auch Capri Sonne hat inzwischen den Vorteil des Wiederverschlusses erkannt und bietet den Beutel nun in einer attraktiven Form auch für den ökologisch sensiblen Verbraucher an.
Der Vormarsch des Ausgießers und seine Herausforderungen
In meiner letzten Darstellung war an dieser Stelle noch kein Beutel mit Ausgießer zu sehen. Das hat sich aus den vorgenannten Gründen erheblich gewandelt. Zum einen sind die gestiegenen Mengen für eine Kostenreduktion dieses Bauteils verantwortlich und zum anderen wird dadurch die Fülltechnologie erheblich beeinflusst. Bisher ist das Füllen und Siegeln oder Formen – Füllen – Siegeln (FFS) im Fokus gewesen. Nun wird mit dem kleinen stabilen Teil an einem flexiblen Beutel diese Verarbeitung vor nicht unerhebliche Probleme gestellt: Wie sicher ist noch FFS, wenn auch der Ausgießer eingesetzt werden muss, und wie fülle ich den gefertigten Beutel – nun mit Ausgießer – auf einer Füll- und Siegelanlage sinnvoll? Bei der erhöhten Nachfrage nach Beuteln mit Wiederverschluss tritt vermehrt der Weg des Füllens und Verschraubens in den Vordergrund. Dies hat erhebliche technische Vorteile:
Beim Füllen von stabilen Behältern entsteht durch das Entweichen von Luft und durch das Eindringen der Flüssigkeit Schaumbildung. Deshalb muss bei aufgesetztem Füllventil auf den Hals einer Flasche eine technisch aufwendige Ventiltechnik mit meist Unterspiegel-Füllung eingesetzt werden, welche auch das simultane Entweichen der Luft nötig macht. Fast ebenso problematisch ist das Füllen und Versiegeln von Beuteln. Auch hier tritt erhebliche Schaumbildung auf, was das sichere Versiegeln des Beutels verhindern kann. Diese Probleme treten bei einem (fast) luftleeren Beutel nicht auf. Es ist technisch einfacher und deshalb kostengünstiger. Trotz des kleineren Öffnungsdurchmessers, wodurch nun der Beutel gefüllt und dann verschraubt wird, kann das Produkt mit hohem Druck eingeschossen werden, wodurch gleichzeitig der Beutel geöffnet wird.
Hierdurch hat sich eine neue Technologie für das Verarbeiten des Beutels entwickelt. Der Ausgießer benötigt nun am Hals ein technische Führung, um so eine einfache Zuführung zur Füllmaschine zu erreichen. Einige Packmittelhersteller liefern deshalb auch den Beutel auf einer U-Schiene, die dann mehrfach verwendet werden kann. Dieses zu erst in Japan eingesetzte System hat sich inzwischen in Europa aber auch in Asien, Nord und Südamerika durchgesetzt. Bei steigenden Mengen ist diese Art der Verarbeitung nicht unproblematisch.
Die Schienen müssen an den Hersteller zurück geschickt werden, weil diese sonst berechnet werden. Der Ausweg aus diesem logistisch komplexen Weg liegt in der Einführung eines Systems, welches den Prozess des Einsetzens des Ausgießers der Füll- und Verschraubmaschine vorgeschaltet wird. Diesen Systemgedanken hat sich ein großes Pharmaunternehmen schon vor vielen Jahren zueigen gemacht und mit vielen Millionen Beuteln damit erhebliche Kosteneinsparungen erreicht. Inzwischen ist die Technologie weiter vorangeschritten, wodurch die Anschaffungskosten solch eines Systems erheblich reduziert wurden, höhere Leistungen erreichbar sind und eine große Prozessstabilität erzielt wird. All diese Gesichtspunkte erlauben es, dem Beutel mit Wiederverschluss eine verheißungsvolle Zukunft vorauszusagen.
Die Prognosen von Schönwald Consulting bestätigen diesen Trend mit Steigerungsraten je nach Produktgruppe von 10 bis 25% pro Jahr. Betrachtet man den Großraum Europa, dann ergeben sich aus den erreichten Mengen in 2013 und den Prognosen bis 2018 erhebliche Kapazitäten an zu bauenden Maschinensystemen, wie zuvor beschrieben. Das weltweite Wachstum ist noch erheblicher, weshalb die gesamte Ausarbeitung von Schönwald Consulting eine Bibel zur Entscheidung für Beutelinteressierte ist.
Verbrauchsangaben in Millionen Packungen für Europa
Quelle: Schönwald Consulting
Vergleiche zu früheren Untersuchungen ergeben, dass die Zahlen erheblich gestiegen sind und insbesondere die Zuwachsraten der Beutel mit Ausgießer in der erreichten Menge und in den Prognosen belegen, wie sich diese Produktgruppe zukünftig als Konkurrent kleinerer Packungsgrößen zur PET-Flasche und zum Milchkarton entwickeln wird.
Diese Zahlen sind mir mit Genehmigung von Schönwald Consulting zur Verfügung gestellt worden. Das betrifft auch die beiden Aufteilungen weiter unten. Die gesamte Studie ist ein Standardwerk für jedes Unternehmen, welches sich mit dem Beutel als Packmittel auseinandersetzt.
Der Blick in die Regale belegt diesen ungebrochenen Trend, der auch durch günstige Kostenvergleiche zugunsten des Beutels in der Größe bis 300 ml belegt wird:
Hier eine Besonderheit aus China: Ecolean besetzt hier gegen den Milchkarton Milch im Beutel mit dem attraktiven Luftgriff. Sicher eine Entwicklung, die dem Marktführer im Milchkarton zu Denken gibt und auch inzwischen von Hemme Milch in Norddeutschland häufiger im Regal zu sehn ist.
Daneben ein Beutel mit einer verspielten Form, der in China besonders attraktiv die junge Generation anspricht.
Auch wenn hier der Eindruck entsteht, dass ich den Fokus zu sehr auf China und USA lege, so ist es doch wichtig, den Blick nach draußen zu wagen: Die globale Vernetzung sowie die Entwicklung auf den anderen Seiten von Europa scheint mir wichtig, weshalb trotzdem eine Vertiefung des Marktes in Europa nicht fehlen soll:
Quelle Schönwald Consulting
Was hat den Beutel gestärkt und was fehlt ihm noch
Ende 2012 hat selbst die New York Times – nicht gerade eben bekannt für Beobachtungen der Verpackungsentwicklungen – in einem Artikel auf das enorme Wachstumspotential dieser Verpackung aufmerksam gemacht. Damit wird der Beutel in den Fokus des Verbrauchers gerückt, wodurch auch die ältere Generation auf diese Art des Konsums von Flüssigkeiten aufmerksam gemacht wird. Ebenso wird vom „kollabierenden“ Beutel – und damit so einfach benutzbar – beim Nachfüllen der Flüssigkeit für die Scheibenreinigung des so geliebten PKWs im Unterbewusstsein der Beutel positiv wahrgenommen. Diese Verpackungsart ist die leichteste mit entsprechender Standfähigkeit am POS.
Aus meiner Sicht fehlen aber dem Beutel noch einige wichtige Entwicklungsschritte:
Biologisch abbaubare Folie und Ausgießer mit guten Eigenschaften zum Siegeln und mit Barriere. Immer wieder wird dies vom Kunststoff gefordert, ist aber nicht immer sinnvoll mit den notwendigen Eigenschaften einer Verpackung zu vereinigen. In erster Linie muss der Schutz des Produktes stehen, was bei dieser Folienart für Beutel z. Z. nicht erreichbar ist.
Neben der biologischen Abbaubarkeit erscheint es mir noch wichtiger der Folie eine Recyclefähigkeit zu geben ohne die Barriereeigenschaften zu vernachlässigen. Hier scheinen Untersuchungen zu laufen, wie dieses Ziel einer Folie aus Polyolefinen erreicht werden kann.
Der meist aus PE oder PP gespritzte Ausgießer hat im Gegensatz zur heute eingesetzten Folie keine Barriere. Damit besteht die Gefahr einer optischen und geschmacklichen Veränderung des Produktes im Kopfbereich des Beutels, der sich bei längerer Lagerung auch weiter in das Produkt vorarbeiten kann. Dieser Umstand tritt besonders bei Produkten mit Anteilen von Apfel und Karotten auf. Einige Hersteller versuchen diesen Effekt mit innen liegenden Alu-Membranen zu lösen, was aber zur Komplexität und Verteuerung beiträgt. Es gibt allerdings Hinweise auf die Entwicklung der Einbringung einer Barriere in den Ausgießer. Solch eine Lösung würde dem Beutel für eine Reihe von Produkten gut zu Gesicht stehen.
Das Einbringen eines stabilen Ausgießers in eine flexible Packung war stets eine Herausforderung, die bis heute zu beobachten ist. Dies schlägt sich in Leckagen, schlechter Qualität, aber vorwiegend in Leistungsminderung eines Systems nieder. Auch hier sind Entwicklungen vorangeschritten, um Leistungssteigerung und Qualitätsverbesserung zu vereinen. Hierbei ist das Schweißverfahren mittels Ultraschall inzwischen soweit vorangetrieben worden, dass integrierte Systeme für Bereiche bis 250 Beutel/Minute erreichbar zu sein.
Schlussendlich ist es bis heute noch nicht final gelungen, eine validierte Anlage zum aseptischen Verarbeiten eines Beutels mit Ausgießer zu finden, die mit ansprechenden Leistungen aufwarten kann. Zwar gab und gibt es immer wieder Hersteller, die davon berichteten, allerdings haben sowohl Wild und Bosch als auch Guala ihre Ankündigungen noch nicht bewahrheiten können.
Diese 5 Punkte scheinen mir aber zumindest in Stufen und in einigen Teilen auch kurzfristig erreichbar zu sein, was dem Beutel weiter auf seinem Erfolgsweg helfen wird.