Das Inno-Meeting gilt als deutschsprachiger Branchentreff für Entscheider der Flexpack-Industrie. Was versprechen Sie sich persönlich von Ihrem Beitrag?
Ich freue mich über Kontakte und Informationen entlang der gesamten Wertschöpfungskette, mit Rohstoff- und Folienhersteller, Verpackungsanwendern und Recyclingfirmen. Wir als Maschinenbauer müssen erfahren, welche Entwicklungen die Verpackungsindustrie vorantreibt. Dieses Wissen versetzt uns in die Position, optimal Maschinen und Prozesse an die neuen Anforderungen anzupassen.
Der Themenschwerpunkt beim diesjährigen Inno-Meeting liegt auf „Handeln“. Anders ausgedrückt: Zeit zum Umdenken. Was fällt Ihnen spontan zu diesem Thema – bezogen auf Verpackungen und Verbraucheranforderungen – ein?
Durch die Klimaaktionen ist der Fokus der Vermeidung, der Wiederverwendung und des Recyclings von Verpackungen stark in den Fokus der öffentlichen Diskussion gerückt.
Wie bringt Ihr Unternehmen Handeln nach Ihrer Definition zum Ausdruck?
KROENERT ist Mitglied im Netzwerk „Blue Competence“ des VDMA, welches den Fokus auf Nachhaltigkeit im Maschinenbau setzt. Wir sehen unseren Beitrag in der Entwicklung von Anlagen mit hoher Energieeffizienz und Prozessen mit geringem Ressourcenverbrauch.
Ihr Thema lautet „Maschinenkonzepte für recyclebare High Performance Verpackungsmaterialien“. Was wird Ihre Kernaussage sein, und wo sehen Sie für den Zuhörer in erster Linie den Nutzen?
Ziel ist es, Informationen zu Recycling und Nachhaltigkeit zu vermitteln mit Hinblick auf Entwicklungen im Bereich der Beschichtung und Laminierung von Verpackungsmaterialien.
Was kann ein Maschinenbauer wie Sie zur Nachhaltigkeit von Verpackungen überhaupt beitragen?
Es gibt viele neue Entwicklungen im Bereich der Verpackung, Barrierekleber für sortenreine Laminate, dünne transparente Barrieren, neue Verpackungskonzepte. Wir müssen die Maschinen an die sich ändernden verfahrenstechnischen Anforderungen anpassen und neue Maschinenkonzepte entwickeln.
Im Fokus von Kroenert sind und waren immer die kaschierten Verbunde. Ist das nicht in sich ein Widerspruch zum Wunsch nach modernen, nachhaltigen Verpackungen?
Nein, ist es nicht. Ein Fokus, z. B. in der Entwicklung neuer Verpackungslösungen, sind sortenreine Laminate aus PE mit PE oder PP mit PP unter Einsatz funktioneller Barrierekleber, die das Recycling der Einkomponentenverpackungssysteme unterstützen.
Wie schätzen Sie persönlich die Zukunft von Kunststoffverpackungen ein?
Ohne Kunststoffe können wir Lebensmittel, Medikamente und andere wichtige Produkte nicht schützen. Ziel von Entwicklungen muss es sein, Verpackungen ressourcenschonend einzusetzen und die anfallenden Verpackungen in den Wertstoffkreislauf zurückzuführen.
Welche Anstrengungen muss die Verpackungsindustrie unternehmen, um dem Plastik-Bashing entgegen zu wirken?
Unter dem Aspekt der Nachhaltigkeit sind neue Verpackungslösungen gefragt. Eines der kritischsten Produkte sind für mich z. B. Zigarettenverpackungen. Hier werden viele verschiedene Verbunde eingesetzt aus Papier mit Aluminium, verschiedene Folien und zuletzt eine Plastikhülle um die Verpackung herum. Dies kann keine Verpackungslösung der Zukunft sein.
Unsere Teilnehmer möchten die Referenten auch gern persönlich besser kennenlernen. Deshalb noch eine letzte Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Obwohl ich als Vertriebsleiterin für Asien schon viel auf Reisen bin, reise ich auch in meiner Freizeit gern. Ich liebe es, abseits der Touristenströme mit Menschen in verschiedenen Ländern in Kontakt zu kommen und deren Kulturen und Lebensweisen kennenzulernen. Auch beruflich ist es für mich wichtig, mich auf andere Kulturen einzustellen, um optimal agieren zu können.
Frau Andrea Glawe schloss 1992 mit dem Masterstudiengang “Technische Textilien und Verfahrenstechnik” an der Technischen Universität Chemnitz ab.
Ihre berufliche Laufbahn begann sie von 1992 bis 1993 als wissenschaftliche Mitarbeiterin und Projektleiterin bei der Textilforschungsanstalt Plauen GmbH und von 1993 bis 2001 beim Textilforschungsinstitut Thüringen-Vogtland e.V. Greiz.
Von 2001 bis 2011 arbeitete sie als stellvertretende Vertriebsleiterin mit Verantwortung für den technischen Vertrieb und das Projektmanagement bei der Coatema Coating Machinery GmbH in Dormagen.
Zwischen 2011 und 2012 übernahm sie ihre Verantwortung als R&D-Leiterin DRYTEC GmbH & Co KG in Norderstedt.
Von Februar 2012 bis September 2015 war Andrea Glawe als Director R&D für alle F&E-Aktivitäten der KROENERT-Gruppe in Hamburg tätig und verantwortete auch das Business Development.
Seit Oktober 2015 ist sie bei KROENERT als Regional Sales Director für den asiatischen und pazifischen Markt verantwortlich.
Andrea Glawe ist Mitglied des Strategischen Beirats der LOPEC, der gedruckten elektronischen Ausstellung und Konferenz.
Marco Izzi ist als “Application Development and Technical Service Engineer” bei LyondellBasell in Deutschland tätig. Zu seinen Aufgaben zählen Entwicklung und Markteinführung von neuen und verbesserten Polyolefin-Typen in Zusammenarbeit mit F&E, Marketing, Verkauf und Asset Management. Er ist außerdem verantwortlich für die technische Unterstützung von Polypropylen-Folienherstellern.
In seinem beruflichen Werdegang hat er als Qualitätsmanager und F&E-Manager bei Manuli Stretch Deutschland GmbH und Berry Plastics GmbH gearbeitet.
Er hat einen Abschluss in Maschinenbau an der Universität „La Sapienza“ (Rom) und ein MBA an der „PFH – Private University of Applied Sciences“ (Göttingen).
Sie tragen auf der 6. Standbeutelkonferenz von Innoform vor. Was ist die Kernaussage Ihres Beitrages?
Herausforderungen und Lösungen für Polypropylen-Typen, die in die Extrusion von Folien für sterilisierbare Standbeutel eingesetzt werden.
Welche Zuhörerschaft wünschen Sie sich und warum?
Folienhersteller und Markeninhaber. Zum einen sind sie näher an den Verbrauchern in der Wertkette und kennen somit ihre Anforderungen besser als wir. Zum anderen ist eine Rückmeldung bezüglich unserer neu entwickelten Produkte notwendig, um diese zu verbessern.
Wie schätzen Sie insgesamt die Entwicklung des Standbodenbeutels (SUP) bezogen auf Ihr Tätigkeitsgebiet ein?
Die Wachstumsrate des SUP wird höher als das ohnehin große Wachstum des Kunststoffverbrauchs in der Verpackungsbranche geschätzt. Die Entwicklungsprojekte, die bei LyondellBasell im PP-Folienbereich geführt werden, sind dadurch stark geprägt. Allein im „RETORT“-Bereich wurden in den letzten 2 Jahren drei neue Polypropylentypen auf den Markt gebracht, und das obwohl die Komplexitätsreduzierung aus Effizienzgründen in jedem Unternehmen eine ausschlaggebende Rolle spielt.
Worin besteht der Hauptnutzen für PP-Standbeutel aus Ihrer Sicht?
Convenience. Leichtes Gewicht, einfache Entsorgung (was aber nicht bedeutet, dass es sich um die umweltfreundlichste Art der Entsorgung handelt), leichte Handhabung, optische Anziehkraft.
Worin sehen Sie die Gründe für das stetige Wachstum des Standbeutelmarktes?
Haupttreiber sind die neuen Märkte (z. B. Fernost), weil dort die Verpackungsmaschinen neu angeschafft werden. In Europa werden alte Verpackungslinien nur langsam – aber doch ständig – umgestellt. Hier ist es üblicher, dass Verpackungen für Produktlinienerweiterungen zunächst umgestellt werden. Diese Veränderung findet zwar langsam statt, sie ist jedoch unhaltbar.
Wie ordnen Sie den Standbeutel bezogen auf die Forderung nach Kreislaufwirtschaft ein?
Der Standbeutel in seiner üblichen Form (Laminat) stellt eher ein Problem für die Kreislaufwirtschaft dar. Die Marktanforderungen nach „Convenience“ sind aber ein sehr starker Treiber für die Forschung. Der recyclebare SUP kommt – langsam, aber sicher.
Welches Standbeutelkonzept hat Sie ganz besonders beeindruckt?
Hohe Barriere durch transparente und sehr dünne Beschichtung aus Japan. Die Folie ist zunächst aus PET, aber die PP-Lösung ist in Entwicklung, und könnte ein Durchbruch in der Recyclebarkeit von sterilisierbaren Standbeuteln darstellen (persönliche Meinung).
Was empfehlen Sie einem Markeninhaber, der mit Pouches starten möchte?
Andere Akteure der Lieferkette in die Produktentwicklung miteinzubeziehen (Folienhersteller, Polymerproduzenten), um die besteffizienten Ergebnisse in Hinsicht auf mechanische, optische und thermische Eigenschaften sowie Barriere-Merkmale zu erreichen
Und dann noch eine private Frage: Was begeistert Sie außerhalb Ihrer beruflichen Tätigkeit?
You will be presenting at Innoform’s 6th Stand-up Pouch Conference. What is the core message of your contribution?
Benjamin Kampmann (BK): We want to present how we are already closing cycles for other products and how we are applying these approaches to the spouts.
Mike Landwehr (ML): “This will show that the spout is only part of the path to a fully recyclable bag made from post-cosumer recycled (PCR) material.
Which audience do you wish for and why?
BK: Actors in the entire value-added chain, film and bag manufacturers, partners from the mechanical engineering sector and, in particular, bottlers and marketers who want to participate. Only if everyone pulls together cycles can be really closed.
ML: We would be pleased if both decision-makers and employees from the field were able to develop and implement innovative solutions.
How do you assess the overall development of the stand-up pouch (SUP) in relation to your field of activity?
ML: We are developing the weld-in spouts for stand-up pouches into an independent, innovative business field in the packaging sector.
BK: For us in the innovation management, the demands of the market mean that we are constantly finding new and exciting fields of activity.
You stand up for a circular economy in case of welded parts. What is the main advantage of your system and approach?
BK: Closing material cycles helps to conserve resources, as no new raw materials have to be used. If we produce the spout from PCR material, we save these raw materials. If the weld-in spouts and stand-up pouches also become fully recyclable as a system and the material cycle is closed, this savings potential multiplies.
ML: There will only be innovative solutions if we look at the complete value-added chain of the bag. We do this with our approach of the FAMAC PouchBooster.
What are the reasons for the continuous growth of the stand-up pouch market in your opinion?
BK: The pouch is a packaging which make innovative packaging solutions with extraorinary properties, such as an oxgen barrier, possible – where only a small quantity of material is required.
ML: If you compare the SUP with alternative packaging such as cans, bottles, glass or cardboard packaging, the advantage also becomes clear economically.
How do you classify the stand-up pouch in relation to the demand of circular economy?
BK: The stand-up pouch is already today a material-efficient packaging. This material efficiency can be further increased if the entire system of bag and spout becomes recyclable.
ML: Then the bag used can become a new PCR raw material again in the future. This is the vision!
Which stand-up pouch concept did impress you most?
ML: It is amazing how quickly the market for packagings for small children is changing to pouches.
BK: It is also exciting to see how existing products provide new advantages for consumers by being packed in stand-up pouches. There are many examples of this…
What do you recommend to a brand owner who wants to start with pouches?
ML: They should consider the entire value chain. Only those who can assess the entire production process will find the most economical solution.
BK: There will be different results for different products.
And then another private question: What inspires you outside your professional activity?
ML: My family and my friends.
BK: Walking through woods and fields.
Mike Landwehr (Dipl.-Wirt.-Ing) studied at the private University of Applied Sciences for Economics and Technology (FHWT) in Vechta and completed his studies as an industrial engineer together with an apprenticeship with Pöppelmann. After a subsequent trainee program, he started project planning for the FAMAC division in 2002.
Currently, he is project manager for various development and series projects in the food, cosmetics and pharmaceutical industries. This also includes the development and distribution of the FAMAC standard range of “Sealing pourers and caps for film bags”. His favorite topic is also the development and realization of innovative pouring and packaging systems for film bags with pourers.
Benjamin Kampmann graduated from the University of Applied Sciences Osnabrück with a degree in plastics technology in combination with a parallel education in the field of extrusion coating. Since 2010 he has been working at Pöppelmann, first in the area of “New Technologies” and now in “Innovation Management”.
In this field of work he supports the company-wide initiative “PÖPPELMANN blue®”, whose aim is to strengthen the recycling concept at Pöppelmann and in the plastics industry as a whole.
Sie tragen auf der 6. Standbeutelkonferenz von Innoform vor. Was ist die Kernaussage Ihres Beitrages?
Benjamin Kampmann (BK): Wir wollen vorstellen, wie wir heute schon für andere Produkte Kreisläufe schließen und wie wir diese Ansätze auf die Spouts übertragen.
Mike Landwehr (ML): Dabei wird sich zeigen, dass der Spout nur ein Teil des Weges zu einem voll recyclingfähigen, aus Post Cosumer Recyclat (PCR) hergestellten Beutel ist.
Welche Zuhörerschaft wünschen Sie sich und warum?
BK: Akteure der kompletten Wertschöpfungskette, Folien- und Beutelhersteller, Partner aus dem Maschinenbau sowie speziell Abfüller und Vermarkter, die mitmachen wollen. Nur wenn alle an einem Strang ziehen, können Kreisläufe wirklich geschlossen werden.
ML: Wir würden uns freuen, wenn es sowohl Entscheider als auch Mitarbeiter aus der Praxis sind, um innovative Lösungen entwickeln und realisieren zu können.
Wie schätzen Sie insgesamt die Entwicklung des Standbodenbeutels (SUP) bezogen auf Ihr Tätigkeitsgebiet ein?
ML: Die Einschweiß-Ausgießer für Standbodenbeutel entwickeln sich bei uns zu einem eigenständigen, innovativen Geschäftsfeld im Verpackungsbereich.
BK: Für uns vom Innovationsmanagement bekommen wir durch die Anforderungen des Marktes immer wieder neue, spannende Betätigungsfelder.
Sie setzen sich für Kreislaufwirtschaft bei den Einschweißteilen ein. Worin besteht der größte Vorteil Ihres Systems und Gedankenansatzes?
BK: Wenn Materialkreisläufe geschlossen werden, trägt dies zur Ressourcenschonung bei, da keine neuen Rohstoffe eingesetzt werden müssen. Wenn wir den Spout aus PCR-Material fertigen, sparen wir diese Rohstoffe ein. Wenn Einschweiß-Ausgießer und Standbodenbeutel zudem als System vollständig recyclingfähig werden und der Materialkreislauf geschlossen wird, vervielfacht sich dieses Einsparpotential.
ML: Innovative Lösungen wird es nur geben, wenn die vollständige Werkschöpfungskette des Beutels betrachtet wird. Dies machen wir mit unserem Ansatz des FAMAC PouchBoosters.
Worin sehen Sie die Gründe für das stetige Wachstum des Standbeutelmarktes?
BK: Der Beutel ist eine Verpackung, mit der bei geringem Materialeinsatz innovative Verpackungslösungen mit hervorragenden technischen Eigenschaften, wie z. B. eine Sauerstoffbarriere, realisiert werden können.
ML: Wenn man dies mit alternativen Verpackungen wie Dosen, Flaschen, Glas oder Kartonverpackungen vergleicht, wird der Vorteil auch wirtschaftlich deutlich.
Wie ordnen Sie den Standbeutel bezogen auf die Forderung nach Kreislaufwirtschaft ein?
BK: Der Standbodenbeutel ist schon heute eine materialeffiziente Verpackung. Diese Materialeffizienz kann weiter gesteigert werden, wenn das Gesamtsystem aus Beutel und Spout kreislauffähig wird.
ML: Dann kann aus dem verwendeten Beutel in Zukunft wieder ein neuer PCR-Rohstoff werden. Das ist die Vision!
Welches Standbeutelkonzept hat Sie ganz besonders beeindruckt?
ML: Es ist erstaunlich, wie schnell sich der Markt im Bereich von Packungen für Kleinkinder zum Beutel hin ändert.
BK: Auch sonst ist spannend zu beobachten, wie bestehende Produkte durch die Verpackung im Standbeutel neue Vorteile für den Verbraucher bringen. Beispiele gibt es dafür viele…
Was empfehlen Sie einem Markeninhaber, der mit Pouches starten möchte
ML: Sie sollten sich mit der gesamten Wertschöpfungskette beschäftigen. Nur wer den gesamten Produktionsprozess beurteilen kann, findet die wirtschaftlichste Lösung.
BK: Dabei wird es für verschiedene Produkte unterschiedliche Ergebnisse geben.
Und dann noch eine private Frage: Was begeistert Sie außerhalb Ihrer beruflichen Tätigkeit?
ML: Meine Familie und meine Freunde.
BK: Laufen durch Wald und Felder.
zu den Referenten:
Mike Landwehr (Dipl.-Wirt.-Ing) hat an der Privaten Fachhochschule für Wirtschaft und Technik (FHWT) in Vechta er ein Studium zum Wirtschaftsingenieur im Praxisverbund mit einer Ausbildung bei Pöppelmann absolviert. Nach einem anschließenden Trainee-Programm startete er 2002 in der Projektierung des Geschäftsbereiches FAMAC.
Aktuell betreut er als Projektleiter diverse Entwicklungs- und Serienprojekte der Lebensmittel-, Kosmetik- und Pharmaindustrie. Darunter fallen auch die Entwicklung und der Vertrieb des FAMAC-Standardprogramms „Einschweiß-Ausgießer und Kappen für Folienbeutel“. So ist sein Lieblingsthema auch die Entwicklung und Realisierung von innovativen Ausgieß- und Verpackungssystemen für Folienbeuteln mit Ausgießern
Benjamin Kampmann absolvierte an der Fachhochschule Osnabrück den Diplomstudiengang Kunststofftechnik im Praxisverbund mit einer parallelen Ausbildung im Bereich Extrusionsbeschichtung. Seit 2010 ist er bei Pöppelmann zunächst im Bereich „Neue Technologien“ und nun im „Innovationsmanagement“ tätig.
In diesem Arbeitsfeld unterstützt er die unternehmensweite Initiative „PÖPPELMANN blue®“, deren Ziel die Stärkung des Kreislaufgedankens bei Pöppelmann und in der Kunststoffindustrie insgesamt ist.Am liebsten beschätigt sich Herr Kampmann mit der Entwicklung von wirklich nachhaltigen Kunststoffprodukten, um dadurch zu einer höheren Akzeptanz von Kunststoffverpackungen beizutragen.
Siegfried Hartmann ist Mitglied in Elektrostatik-Arbeitsgruppen (IEC/ DKE). Gemeinsam mit Herrn Jürgen Gröninger, FH Münster, referiert Herr Hartmann am 13. April 2018 über Multilayer-Folien zur verbesserten elektrischen Ableitfähigkeit.
Nach dem Studium der Fachrichtung Werkstofftechnik an der FH Osnabrück sammelte er u. a. Erfahrungen bei Bischof und Klein GmbH & Co. im Bereich der Industrieverpackungen. Weitere Stationen führten über die Firmen Eurea und Nordenia in den Bereich der Großverpackungen ( FIBC’s). Heute ist er für Entwicklungen bei der Fa. EMPAC , Emsdetten verantwortlich.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Die Themenvielfalt sowie die Möglichkeit zum Netzwerken, und letztlich sind solche Veranstaltungen auch immer mit einer Know-How-Erweiterung verbunden.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Das Potential für Multilayer ist immer noch nicht ausgereizt, in Kombination mit nicht nahe liegenden Verfahren ergeben sich manchmal überraschenderweise neue Anwendungen.
Sie referieren über Multilayer-Folien zur verbesserten elektrischen Ableitfähigkeit. Warum braucht man im Verpackungsbereich überhaupt eine elektrische Leitfähigkeit und welche Trends zeichnen sich ab?
Im Großverpackungsbereich, mit Inlinern mit einem Volumen von 1 – 2 m³, spielt die Ableitfähigkeit der Folien eine große Rolle, da hier die aufladbaren Flächen sehr groß sind und die Füllgüter sehr feinpulvrig, so dass je nach Füllgut und Umfeld das Risiko von Staubexplosionen aufgrund von elektrostatischen Aufladungen besteht.
Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
Wir als Anwender und Konfektionäre von Folien sehen gerade im Bereich der ableitfähigen Multilayer-Folien noch ein hohes Innovationspotential.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Da wir uns mit unseren Großverpackungen (FIBC’s & Inliner) nur B2B Business haben, sind hier die Entsorgungswege etabliert.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft?
Da mir die Innoform-Veranstaltungen bekannt sind, kann man sicherlich von einem sehr kompetenten Publikum ausgehen.
Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Ich schließe mich da der Meinung meines Co-Referenten, Jürgen Gröninger an.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Viele Innovationen entstehen erst durch neue Randbedingungen und Forderungen durch Kunden bzw. durch rechtliche Vorgaben, für uns sind derartige Innovationen für die weitere Geschäftsfeldentwicklung sehr wichtig.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
Meiner Ansicht nach sind die Zukunftschancen für Multilayer-Folien sehr gut, da die Füllgüter/Produkte immer sensibler werden, und gerade für uns im Großpackmittelbereich sehen wir eine ganze Reihe von neuen Einsatzgebieten, die nicht nur mit der klassischen Chemie zu tun haben.
Unsere Teilnehmer möchten die Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Ich bin begeisterter Motorradfahrer und freue mich immer auf Touren mit Freunden, ein weiteres Hobby von mir ist das Joggen.
Herr Dr. Gregor Hiesgen studierte Maschinen- und Anlagenbau an der Universität Duisburg-Essen (2002-2007). Im Anschluss promovierte er im Bereich Fahrerassistenzsysteme am Lehrstuhl für Mechatronik der Universität Duisburg-Essen (2007-2012). Parallel dazu gründete er 2012 gemeinsam mit Herrn Dr. Kenny Saul und Herrn Dr. Martin Spitz die SHS plus GmbH. Dort ist er als Geschäftsführer tätig, im Bereich Consulting aktiv sowie an der Entwicklung der Simulationssoftware chillWARE® zur Simulation des Abkühlprozesses von extrudierten Kunststoffprodukten maßgeblich beteiligt.
Am liebsten beschäftigt er sich mit simulationsgestützter Prozessoptimierung und Umsetzung von intelligenten Regelungsstrategien zur Prozessoptimierung im Extrusionsprozess von Kunststoffen.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Die Veranstaltung ist für uns eine sehr interessante Plattform, um fachspezifischen Informationsaustausch auf einem hohen Niveau zu realisieren.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Die Herstellung von Multilayer-Folien ist vergleichsweise komplex. Um die geforderten Qualitätsansprüche nachhaltig realisieren zu können, wird es immer wichtiger werden, den Automatisierungsgrad der Anlagen und die intelligente Prozessoptimierung zu fokussieren.
Sie referieren über Möglichkeiten zur Prozessoptimierung bei der Folienextrusion. Simulation gibt es schon lange im Spritzguss. Für Folien-Extrusion scheint das noch nicht so verbreitet zu sein. Worin liegen Ihrer Meinung nach für den Produzenten die Hauptvorteile durch Ihren Optimierungsprozess?
Oftmals wird der Fokus bei Prozessoptimierungen auf den heißen Teil des Extrusionsprozesses gelegt. Doch auch der Kühlprozess hat einen entscheidenden Einfluss auf die finale Produktqualität (z. B. Bogenlauf, Wellenbildung, Sagging, Randaufwölbung, Haftverbunde). Mit modernen Simulationsmethoden können Optimierungspotenziale identifiziert und gehoben werden, was im Rahmen einer konventionellen Prozessoptimierung nicht möglich ist.
Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
Das Thema Automatisierung und Industrie 4.0 wird zukünftig auch für Folienhersteller eine zentrale Rolle spielen. Eine vollständige Nachverfolgbarkeit sowie die konsequente Prozessdatenerfassung in Kombination mit intelligenten Auswertungsalgorithmen – z. B. auf Basis Neuronaler Netze – sind diesbezüglich besonders anzustrebende Ziele.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Die Kreislaufwirtschaft steht insbesondere für Multilayer-Anwendung noch vor großen Herausforderungen. Um nachhaltig und ökologisch zu wirtschaften, sollte dem Recyclingprozess zukünftig noch größere Aufmerksamkeit gewidmet werden.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft?
Ich erhoffe mir interessante Diskussionen zu den aktuellen Themen der Branche. Der Austausch mit Fachleuten sorgt erfahrungsgemäß für neue Ideen und Impulse für zukünftige Strategien.
Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Kunststoffe stellen hinsichtlich Verpackung in vielen Anwendungsfällen wohl die beste Lösung dar. Eine zunehmende Akzeptanz ist durch eine Verstärkung der Aktivitäten im Bereich des Recyclings zu erwarten.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Unter Berücksichtigung des gesamten Materialflusses bis hin zur Kreislaufwirtschaft, bestehen die wichtigsten Innovationen im Bereich der Ausschussminimierung im Herstellungsprozess und der effizienteren Gestaltung des Recyclingprozesses.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
Aufgrund der bedarfsgerechten Gestaltungsmöglichkeiten von Mehrschichtfolien können deutlich materialeffizientere Produkte mit gleichzeitig überlegenen Eigenschaften entwickelt werden. Die Zukunftschancen sehe ich somit als sehr gut (1-2).
Unsere Teilnehmer möchten Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Neben meinem beruflichen Alltag stehen Zeit mit meiner Familie, sportliche Aktivtäten und Urlaube im Fokus.
Ralf Seitter ist seit 2002 Geschäftsführer der MRS Seitter GmbH. Er hat tiefgreifende Erfahrung im Vertrieb, Service und in der Kalibrierung von Messgeräten für Forschung und Qualitätssicherung. Die Entwicklung spezieller Applikationen zur Permeationsprüfung, Verpackungsprüfung, mechanische Papier- und Folienprüfungen und Wasserdampfdurchlässigkeit sowie die Bewertung des Erscheinungsbildes von Oberflächen und Messgeräte für Lacke und Farben gehören zu seinen Kernkompetenzen.
Am liebsten beschäftigt er sich mit der Bestimmng der Wasserdampfdurchlässigkeit von Baustoffen (auf PE- und PP-Folien) und von Textilien.
Was hat Sie bewogen, der Einladung von Innoform zu folgen?
Ich bin in regelmäßigem losen Kontakt mit Herrn Schröder – wenn man mit kreativen Köpfen ab und an telefoniert, dann kommt auch ab und an ein Vorschlag zu einem Vortrag dabei heraus.
Multilayer ist der Themenschwerpunkt, den das SKZ und Innoform gelegt haben. Was wird Ihre Kernaussage dazu im Rahmen der Tagung sein?
Multilayer ist nicht mein perönlicher Schwerpunkt, sondern wie man verschiedene Parameter dieses Werkstoffes prüft. Aber generell ist für mich Verpackung nicht böse.
Sie referieren über “Leckprüfung – Stand der Technik und der Normung”. Worauf sollte man aus Ihrer Sicht bei der Wahl eines Dichtheitsprüfsystems speziell für Siegelnähte achten?
Ich denke, das Gerät sollte auf die Verpackung abgestimmt sein, d. h. die Messgrenze sollte den Anforderungen des Produktes an die Verpackung entsprechen. Auch wäre es schön, wenn das Gerät ohne Hochschulabschluss zu bedienen wäre.
Klar wäre im Hinblick auf Industrie 4.0 eine vollautomatische und zerstörungsfreie 100 %ige Prüfung genial, nur werden sich das nur Globalplayer preislich leisten können, und auch diese Anlagen sind in der Performance begrenzt. Deshalb liegt mein Schwerpunkt im Bereich Schutzgasverpackungen in einfachen, präzisen Leckprüfgeräten in der “unteren” Preisklasse (unter € 10.000,-) für kleine und mittlere Betriebe, die bereits Geräte zur Messung der Gaskonzentration im Kopfraum der Verpackung (eingedeutscht: Headspaceanalyser) nutzen. Besonders wichtig finde ich, dass das Gerät die Leckrate quantifizieren kann und nicht nur schlecht oder gut sagen kann – dazu mehr in meinem Vortrag.
Wo sehen Sie für Folienhersteller und -Verwender besonderes Innovationspotenzial?
In der Senkung des Energie- und Rohstoffverbrauches. Kompostierbare Folien haben ihren Reiz, sollten aber nicht auf Kosten der Lebensmittelerzeugung gehen. Wir haben es mit dem “Bio”-Anteil im Sprit gesehen – es bringt nichts.
Wie lassen sich Multilayer und Kreislaufwirtschaft für Ihren Einflussbereich miteinander vereinbaren?
Die Erhöhung der Mindesthaltbarkeit vermindert Lebensmittelwegwurf – damit hat der Multilayer schon seinen Dienst erfüllt, und eine Papierverpackung ist sicher auch nicht “grün”.
Innoform bietet technisch orientierte Tagungen an. Besucher sind in der Regel Fachleute aus der Branche, Hersteller und Verwerter. Was erwarten Sie persönlich von der Zuhörerschaft?
Ich würde eher sagen, was die Zuhörer vom Referenten erwarten dürfen: Die Zuhörer bezahlen für die Tagung. Dafür sollten sie auch korrekte “Ware” erhalten, also objektive, informative Vorträge, frei von übertriebener (Eigen)Werbung des Referenten.
Konferenzen zum Thema „Kunststoffe in der Verpackung“ erfreuen sich größerer Beliebtheit. Woher kommt Ihrer Meinung nach dieses große Interesse an Wissen und auch Kontakten trotz häufig negativer Berichterstattung in den öffentlichen Medien?
Vermutlich, weil die Hersteller raus aus der bösen Ecke möchten – wobei ja die Ecke nicht böse ist. Jeder Ansatz dazu ist willkommen. McDonalds hat es vorgemacht: Das Logo von rot auf grün geändert … aber das können die Multilayerhersteller besser.
Welchen Einfluss haben Ihrer Meinung nach der gesellschaftliche Druck sowie rechtliche Vorgaben und Kundenanforderungen auf die Innovation in der Herstellung von Multilayer-Folien?
Die Entwicklung von “Bio”-Folien – ob das Sinn macht, kann ich leider nicht beurteilen – habe aber so meine Bedenken.
Wie schätzen Sie auf einer Skala von 1 (sehr gut) bis 5 (schlecht) die Zukunftschancen für Mehrschichtfolien im Vergleich zu anderen Folienarten ein und warum?
Da habe ich ehrlich gesagt keine Ahnung davon.
Unsere Teilnehmer möchten die Referenten auch gern persönlich besser kennenlernen. Deshalb eine persönliche Frage: Wofür begeistern Sie sich neben Ihren beruflichen Aufgaben besonders?
Mountainbike fahren und das Schrauben an Fahrrädern generell. Das beschäftigt micht zur Zeit am meisten nebenher.
Im Rahmen des 15. Inno-Meetings haben wir auch diesmal wieder den Referenten ein paar Fragen gestellt, um mehr über ihre Motivation zu erfahren, auf dem Inno-Meeting zu referieren. Den Anfang macht Herr Prof. Christian Kohlert, Ehrenprofessor an der Technischen Universität St. Petersburg und seit 2016 als Group Direktor Special Projects bei Klöckner Pentaplast Europe tätig.
Das Inno-Meeting gilt mittlerweile als deutschsprachiger Branchentreff für Entscheider der Flexpack-Industrie. Was versprechen Sie sich persönlich von einem Beitrag zu dieser Veranstaltung?
Das Thema trifft den Nerv unserer Entwicklung als Folienhersteller für Verpackungszwecke und wir freuen uns, einen Teil unserer Innovationen auf diesem Gebiet vorstellen zu können.
Ihr Thema lautet: “Nanotechnologie ganz groß – wie revolutionieren Nanopartikel die Folieneigenschaften”. Was wird Ihre Kernaussage sein und wo sehen Sie für den Zuhörer in erster Linie den Nutzen?
Die große Mehrheit der Verpackungen bezieht sich auf Clearfolien, wo der Kunde das Verpackungsgut sehen kann. Wenn Sie diesen Folien neue Eigenschaften zuordnen möchten, weil der Kunde diese Eigenschaften gern nutzen möchte (z. B. antimikrobiell) oder neue Anwendungsgebiete diese Eigenschaften erfordern (z. B. elektrische Leitfähigkeit), dann können Sie nur mit Nanopartikeln arbeiten.
Diese werden vom Licht umflutet und die Folien sind daher bis zu 3 – 4 % nanogefüllt weiterhin hochtransparent.
Was bieten Sie in besonderem Maße im Vergleich zu Marktbegleitern Ihren Kunden?
Klöckner Pentaplast ist als Marktführer bei Hartfolien aus PVC und PET weltweit vertreten mit den gleichen Produkten. Wir haben also neben unserer Innovationsstärke auch die kurzen Wege zu den Kunden und können daher mit ihnen gemeinsam durch Serviceleistungen ihre Anforderungen an neue Folienoberflächen schnell erfüllen.
Und dann noch eine private Frage: Was begeistert Sie außer Ihrem Beruf sonst noch?
Neben meinem Beruf begeistern mich Literatur und Russland. Durch meinen Werdegang (1978 Promotion im damaligen Leningrad) und die weitere kontinuierliche Arbeit auf dem russischen Markt sehe ich das Potential dieses 150 Mio Menschen-Marktes sowohl vom Folienverkauf als auch von der geistigen Innovationsstärke russischer Wissenschaftler.
Als UV-Beständigkeit wird im täglichen Sprachgebrauch der mit Folienfragen Beschäftigten zumeist die Materialbeständigkeit einer Folie bei Lagerung im Freien angesehen. Eine Lagerung im Freien umfasst neben der Einwirkung des UV-Anteils des Sonnenlichtes naturgemäß viele weitere alterungsrelevante Einflüsse, wie z.B. die Einwirkung von Nässe, Temperaturschwankungen, Schadstoffen, Wind, etc. Dass nicht all diese Einflussgrößen in einem einzigen Laborversuch simuliert werden können ist naheliegend und daher auch Bestandteil der Einleitungstexte diverser Normen zu diesem Thema (siehe z.B. E DIN EN ISO 4892-1:2014-03, Seite 4[1]).
Die zeitraffende Alterung einer Folie durch UV- Licht, z.B. unter Verwendung gefilterter Xenonbogenstrahlung, stellt somit lediglich einen Teilaspekt der Beständigkeit gegen Freibewitterungseinflüsse dar. Die Überprüfung der UV- Beständigkeit auf Basis von zeitraffenden Bestrahlungsversuchen mit Xenonbogenstrahlung kann daher schon aus diesem Grunde lediglich eine grobe Abschätzung des möglichen Verhaltens unter realen Freibewitterungsbedingungen erlauben.
Der Vollständigkeit halber sei erwähnt, dass man von Gerätebewitterung statt Gerätebestrahlung spricht, wenn die Proben während der Bestrahlung zusätzlich in festgelegten Zyklen mit Wasser besprüht werden.
2 Situation in der Praxis
Die UV- Beständigkeit spielt bei vielen Anwendungen von Folien im Außenbereich eine entscheidende Rolle. Gesicherte Aussagen zur Beständigkeit von Kunststofffolien unter Praxisbedingungen lassen sich, o.g. Aussagen folgend, nur aus Freibewitterungsversuchen unter Realbedingungen ermitteln. Freibewitterungsversuche sind langwierig und werden daher in der Praxis nur selten, z.B. in Form von Fallstudien zur Validierung und Verifizierung von Gerätebestrahlungsversuchen, durchgeführt.
In der täglichen Praxis der Folienhersteller und Anwender stellt sich häufig die Frage nach einer Möglichkeit zur schnelleren und reproduzierbaren Beurteilung der UV- Beständigkeit von Kunststofffolien zum Zwecke einer orientierenden Abschätzung der möglichen Beständigkeit gegen Freibewitterungseinflüsse. Typischerweise finden die Ergebnisse Verwendung zur Bewertung von Produktionsversuchen und Neubemusterungen, Materialvergleichen oder zur Bearbeitung von Schadensfällen.
In der täglichen Praxis bei Innoform GmbH Testservice handelt es sich dabei überwiegend um Materialien, die für Freibewitterungszeiträume von einem halben Jahr, einem Jahr oder zwei Jahren vorgesehen sind. Die Beurteilung von Folien mit längerer Beständigkeit wird seltener nachgefragt.
Eine bewährte Methode ist die bereits genannte künstliche Bestrahlung nach DIN EN ISO 4892-2[2] in Laborgeräten mit Xenonbogenstrahlung. Die Beurteilung der Alterung der Proben nach Bestrahlung erfolgt z.B. anhand physikalisch technologischer Kennwerte, die vergleichend an unbestrahlten und bestrahlten Proben durchgeführt werden, z.B. in Form von Zugversuchen nach DIN EN ISO 527-3[3]. Als Schädigungskriterium wird häufig eine Veränderung des jeweiligen Kennwertes um mehr als 50 % bezogen auf den Ausgangswert herangezogen, wobei dieses als Faustformel gilt und auch andere Festlegungen angewendet werden.
Neben der Festlegung einer geeigneten Prüfmethode sowie des Schädiguzngskriteriums stellt dabei die Festlegung der zur Simulation der unter Freilandbedingungen einwirkenden UV-Belastung heranzuziehenden Laborbestrahlungsparameter eine schwierige Problematik dar. Es gilt einen praktikablen Kompromiss aus der Beschleunigung der Alterung, resp. Laufzeit des Laborversuches und Übertragbarkeit der Ergebnisse auf die Praxis zu finden.
Ich werde im Folgenden zunächst auf die Abschätzung der unter Freilagerung zu erwartenden Globalstrahlung („Bestrahlungsdosis“) sowie im Weiteren dann auf die daraus ableitbaren Versuchsbedingungen für die künstliche Bestrahlung eingehen.
3 Auslegung von Gerätebewitterungsversuchen
3.1 Abschätzung der UV- Belastung (Dosis) bei der
vorgesehenen Freilandlagerung anhand
von Globalstrahlungsdaten
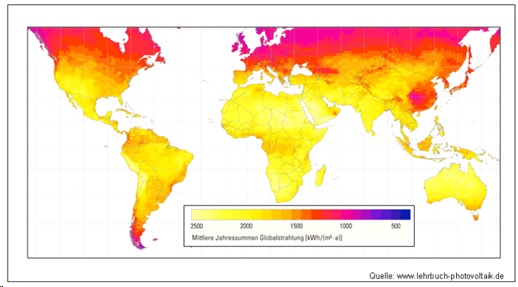
Unter Globalstrahlung versteht man vereinfacht, die gesamte senkrecht auf die Erdoberfläche einfallende Solarstrahlung mit einem Spektralbereich von ca. 300- 3000 nm. Die Jahressumme der Globalstrahlung schwankt international gesehen sehr stark. In Deutschland liegen diese Werte in der Größenordnung von ca. 900 – 1.200 kWh/m², in Spanien bei ca. 2.000 kWh/m², in der Sahara bei ca. 2.500 kWh/m².
(Anmerkung:1000 kWh/m² entsprechen ca. 86 Kilolangley, bzw. 3600 MJ/m²)
Zur Auslegung von Gerätebestrahlungen empfiehlt sich zunächst eine grobe Ermittlung der zu erwartenden Jahresbestrahlung im geplanten Einsatzgebiet.
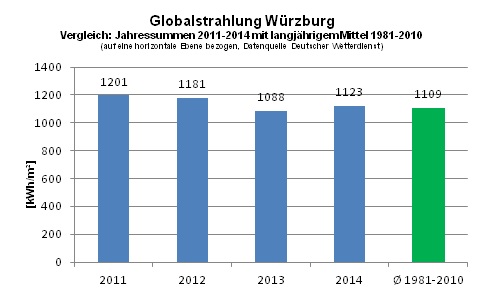
Wie untenstehende beispielhafte Auflistung der Jahresmittelwerte der Station Würzburg des DWD für die Jahre 1981– 2010 zeigen, treten erwartungsgemäß Schwankungen der Jahresmittelwerte auf. Diese liegen beim vorliegenden Beispiel im Bereich von ca. 10 %. Diese Schwankungen sind hinsichtlich der Auslegung der Gerätebestrahlung unserer Ansicht nach nicht relevant.
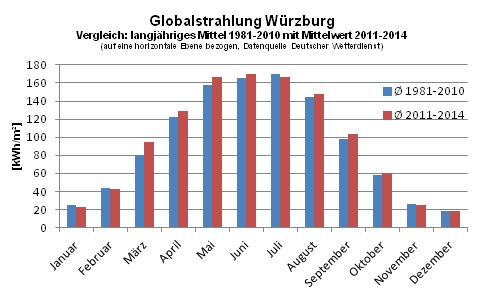
Betrachtet man den Jahreslauf der Monatsmittelwerte für obiges Beispiel, so zeigen sich wesentlich größere Abweichungen durch die jahreszeitlichen bedingten Schwankungen. Diese sind bei der Auslegung von Gerätebestrahlungsversuchen zur Simulation kürzerer Freibewitterungszeiträume (< 2 Jahre) unbedingt relevant.
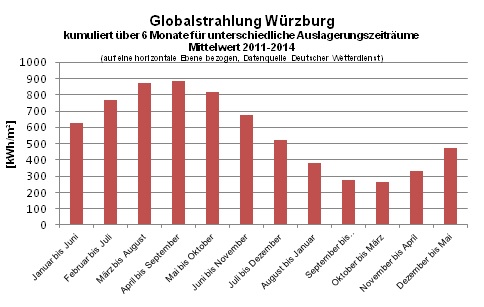
Der Auslagerungszeitpunkt kann eine wesentliche Rolle bei der Auslegung von Gerätebestrahlungen von Folien für einjährige Freilagerung (Jahresfolien) spielen. Wie die folgende Grafik der monatlich kumulierten Werte unseres Beispiels zeigt, hat eine Folie bei Auslagerung Anfang Januar bereits im Oktober praktisch die gesamte Jahresdosis „gesehen“.
Dieses kann zur Folge haben, dass ein UV-initiierter Alterungsprozess zu diesem Zeitpunkt im Herbst durch widrige Wettereinflüsse, wie starke Temperaturschwankungen, Wind oder Schlagregen zu einer vorzeitigen Schädigung einer Jahresfolie führen kann.
Bei der Auslegung von unterjährigen UV-Beständigkeiten stellt sich die Frage des Auslagerungszeitpunktes in besonderem Maße. Wie die kumulierten Ergebnisse für halbjährlich zu erwartende Bestrahlungsdosen zeigen, wirkt sich der Zeitpunkt der Auslagerung maßgeblich auf die Globalstrahlungsdosis aus, die ein Produkt während der Freibewitterung sieht. So kann ein Produkt bei Auslagerung im Frühjahr bereits nach einem halben Jahr ca. 80-90 % der Jahresdosis gesehen haben.
Zur Auslegung und Bewertung künstlicher Bestrahlungen bzw. Bewitterungen (Bestrahlung mit zusätzlichem Feuchteeinfluss, z.B. Besprühen mit Wasser) orientiert man sich an Globalbestrahlungsdaten für den relevanten Ort der Freibewitterung. Unter Berücksichtigung des vorgesehen Auslagerungszeitraums und des Auslagerungspunktes kann die Summe der zu erwartenden Globalstrahlung, also die Globalstrahlungsdosis, für den gesamten Freibewitterungszeitraum errechnet werden.
Diese Globalstrahlungsdosis dient als Grundlage zur Auslegung der Gerätebestrahlung, also in der Praxis zur Festlegung der Gerätelaufzeit bei einer definierten Strahlerleistung.
3.2 Festlegung der Gerätelaufzeit für eine festgelegte
Strahlerleistung zur Simulation einer
Freibewitterungsalterung durch
Sonnenlicht / UV- Strahlung
Die zur Auslegung von Gerätebewitterungen ermittelte Globalstrahlungsdosis bezieht sich, wie oben gesagt, in der Regel auf einen Spektralbereich von ca. 300- 3000 nm.
Das in unserem Hause eingesetzte Gerät Q-SUN der Fa. Q-LAB arbeitet mit Xenonbogenstrahlern, die den Spektralbereich von ca. 270 -800 nm emittieren. Durch Filterung wird der im natürlichen Sonnenlicht nicht enthaltene Anteil der kurzwelligen UV-Anteile unterhalb von 270 nm eliminiert. Zusätzliche Filter erlauben die Simulation von Globalstrahlung hinter Fensterglas
(ab 320 nm).
Die Bestrahlungsstärke E [W/m²] im Gerät wird gemäß DIN EN ISO 4892-22 mit einem UV- Sensor im Wellenlängenintervall 300 – 400 nm geregelt. Aus E [W/m²] und der Bestrahlungszeit in Stunden [h] ergibt sich die Bestrahlung (-sdosis) [kWh/m²] für den genannten Spektralbereich.
Aufgrund der unterschiedlichen Spektralbereiche unterscheiden sich naturgemäß auch die Zahlenwerte für den jeweiligen Energieeintrag. Zum Vergleich der Energieeinträge der Globalstrahlung mit denen der Gerätebestrahlungen müssen also die jeweiligen Energieanteile der Spektralbereiche errechnet werden.
In Ermangelung von Produktnomen für Folien mit eindeutigen Vorgaben für Gerätebestrahlungen zur Simulation definierter Freibewitterungszeiträume greift man zum Zwecke eines ersten abschätzenden Vergleiches auf die in E DIN EN ISO 4892, Anhang C1 genannte CIE- Publikation Nr. 85:1989 zurück.
Im dort definierten Sonnenspektrum (300- 2450 nm) beträgt der für die Kunststoffalterung maßgebliche Anteil der UV- Strahlung (ca. 300- 400 nm) 6,8 %. Auf Basis der in DIN EN ISO 4892-22 Anhang B empfohlenen Strahlerleistung von 60 W/m² für den Spektralbereich von 300- 400 nm ergeben sich z.B. Gerätelaufzeiten von rund 1000 h zur Simulation der Globalstrahlungsdosis eines Jahres in Deutschland bzw. Mitteleuropa.
Bei der Übertragung der Ergebnisse auf die Freilandbewitterung ist allerdings zu bedenken, dass der UV- Anteil der Globalstrahlung zwar einen wesentlichen Einfluss auf die Freibewitterungsbeständigkeit von Folien haben kann, es sich aber, wie bereits erwähnt, nur um einen Teilaspekt der Materialbeanspruchungen unter Freibewitterungsbedingungen handelt. Dieser alleine kann zu erheblichen Materialschädigungen und sogar zum Totalausfall führen. Andere Einflussgrößen wie Niederschlag, Tauwasser, Wind, Temperatur, Abgasemissionen etc. spielen aber eine nicht zu unterschätzende Nebenrolle und sind der Überprüfung mittels Gerätebewitterung nicht ohne weiteres zugänglich.
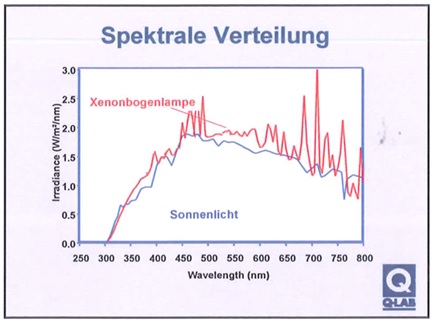
Zudem ist zu berücksichtigen, dass die Gerätebewitterung z.B. nach DIN EN ISO 4892-22 mit gefilterter Xenonbogenstrahlung das Sonnenlichtspektrum im Bereich von 300- 800 nm im Vergleich zu anderen Methoden, z.B. DIN EN ISO 4892-3[4] (UV- Leuchtstofflampen) und ISO 4892-4[5] (offene Kohlebogenlampen) zwar vergleichsweise gut nachahmt, die Spektren aber bei genauerem Hinsehen Abweichungen aufweisen, wie untenstehendes Abbildung zeigt.
(Quelle: Schulungsunterlagen, Q-LAB Deutschland GmbH, www.Q-Lab.com)
Aufgrund der Komplexität ist es nachvollziehbar, dass z.B. gemäß DIN EN ISO 4892-11 sogenannte „Zeitraffungsfaktoren“, also direkte Korrelationsfaktoren zwischen Gerätebestrahlungen und Freibewitterung, als wenig empfehlenswert angesehen werden. Die Alterungsgeschwindigkeit beim praktischen Einsatz in der Freibewitterung kann erheblich von derartigen Zeitraffungsfaktoren, berechnet auf der Basis des Vergleiches von Globalstrahlungsdaten und Gerätebestrahlungsdaten, abweichen.
4 Fazit
Eine einfache, allgemeingültige Arithmetik zum Errechnen von maximalen Freibewitterungszeiträumen aus Gerätebewitterungsdaten ist wohl kurzfristig nicht in Sicht.
Dieses zeigt sich auch im Fehlen entsprechender Vorgaben in den einschlägigen Normen. Hier sei zu erwähnen, dass derzeit In einigen Normungsvorhaben betreffend Folien für den Agrarbereich Anstrengungen bestehen, entsprechende Vorgaben festzulegen.
Zur Beurteilung und Spezifizierung der Freibewitterungsstabilität von Kunststofffolien stellt die Gerätebestrahlung mit Xenonbogenstrahlung nach DIN EN ISO 4892-11 trotzdem ein pragmatisches Mittel dar. Es lassen sich reproduzierbare und objektiv überprüfbare Vergleichswerte anhand genormter Laborkennwerte (z.B. Zugversuch, Glanz, etc.) ermitteln, die z.B. zur Qualitätsüberwachung oder Überprüfung vereinbarter Qualitäten geeignet sind.
Klaus Behringer, Innoform GmbH, Januar 2016
[1] E DIN EN 4892-1:2014-03 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 1: Allgemeine Anleitung (ISO/DIS 4892-1:2014);Beuth- Verlag, Berlin
[2] DIN EN ISO 4892-2:2013-06 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 2: Xenonbogenlampen, Beuth- Verlag, Berlin
[3] DIN EN ISO 527-1:2012-06 Kunststoffe–Bestimmung der Zugeigenschaften–Teil 1: Allgemeine Grundsätze, Beuth- Verlag, Berlin
[4] DIN EN ISO 4892-3:2015-11 Kunststoffe – Künstliches Bestrahlen oder Bewittern in Geräten – Teil 3: UV-Leuchtstofflampen, Beuth- Verlag, Berlin
[5] ISO 4892-4:2013-07 Titel (deutsch):Kunststoffe – Bestrahlungsverfahren mit Laboratoriumslichtquellen – Teil 4: Offene Kohlenbogenlampen, Beuth- Verlag, Berlin
Ein Artikel aus der Innoform InnoLetter Reihe von Henno Hensen
Entwicklung des Standbeutels
1962 ist der Standbeutel als Doy-Pack von den Brüdern Doyen in Frankreich patentiert worden. Bis zum Beginn des Erfolges von, durch und mit Capri-Sonne Ende der 60er Jahre war er ein unbedeutendes Packmittel und als Packung für Flüssigkeiten kaum bekannt. Als das Patent 1980 auslief, hatte der einzige Lizenznehmer, die Wild Gruppe in Heidelberg, wichtige Schritte zum Schutz der eigenen Marke eingeleitet: Nun ist der 200 ml Capri Sonne Beutel in Verbindung mit Fruchtsaft ein weltweit geschütztes Geschmacksmuster und Markenrecht.
Zusätzlich hat Wild ein Patent auf die Fertigung des Loches zum leichten Einstechen des Trinkhalms und bietet für den Beutel einen kompletten Service von den Grundstoffen des Fruchtsafts bis zur Endverpackung an. Auf der Basis dieses Schutzanspruchs erlebte der Capri Sonne Beutel durch Lizenzen von Wild auf der ganzen Welt ab 1980 einen unvergleichlichen Aufschwung. 1980 wurden bei Wild bereits 600 Millionen Beutel verarbeitet.
Gleichzeitig blockiert aber der Patentschutz dieses Beutels in seiner Form und Größe durch das zeitlich unbegrenzte Markenrecht eine weitere Verbreitung dieser Verpackungsform. Der Patentschutz hat bis heute Bestand und wird auch von den Wildwerken verteidigt.
Überall auf der Welt ist Capri-Sonne zu finden und wenn eine Lizenz an ein weltweit auftretendes Unternehmen vergeben wird wie Kraft Foods, kann das bei entsprechenden Mengen und guten Konditionen zu einem neuen Namen wie Kool-Aid und Tang führen. Trotzdem unterliegt der Beutel in der Größe und Form dem Schutz des Geschmacksmusters solange der Inhalt mit Fruchtsaft zu tun hat.
Unter dieser starken Kontrolle des Erfolgssegmentes Getränke hat Wild für sich und diese Packungsform eine Erfolsstory geschrieben. Allerdings haben sich Getränke im Beutel durch den Patentschutz vorwiegend zum Wohle von Wild fortentwickelt. Den Versuch den Schutz zu umgehen, belegen auch die Wege von Minute Maid (ein Produkt von Coca-Cola) und Farmers Market, die in dem Beutelgeschäft Fuß gefasst haben. Dazu wurde der Beutel in seiner Form geändert. Zusätzlich wurde zum Einstechen des Trinkhalms eine Bodenfalte auch im Kopf eingeführt bzw. ein Laserloch eingebracht, um das Material zur Entnahme zu schwächen.
Der Endverbraucherpreis für den Karton mit 10 Beuteln liegt heute in den USA bei US $ 2,20. Dieser ungewöhnlich niedrige Preis ist nur dann zu erreichen, wenn von der Folienherstellung bis zur Endverpackung jedes Einsparungspotential ausgeschöpft wird. Das wiederum ist nur dank der enorm gestiegenen Mengen durchsetzbar. Dies gilt für alle Hersteller Wild, Kraft Foods, Minute Maid und Formers Market.
Ein kleiner Teil an Fruchtsaft im Beutel von unter 5% wird in Japan unter dem Namen Cheerpack verkauft. Dies ist ein Beutel mit einem Ausgießer und einer Konstruktion mit zwei Seitenfalten. Der Verkaufspreis ist entsprechend 3-mal höher als der klassische Capri Sonne Beutel, auch wenn der Cheerpack keine Standfähigkeiten hat. Die ist besonders auf den Wiederverschluss und die Marktgegebenheiten in Japan zurück zu führen. Unter dem Namen Guala wird in Europa ein ähnliches Produkt mit Ausgießer verkauft. Die nachstehend abgebildeten Beutel erfreuen sich besserer Preise, sind aber wenig bekannt.
Alle Abbildungen vom Autor erstellt
Weltverbrauch 1998 6 Milliarden 1998 und 25 Milliarden in 2006 Das entspricht einer Steigerung von 23% pro Jahr
Der erste Balken der nachstehenden Graphik ist fast ausschließlich mit dem Produkt von Wild besetzt.
Die mengenmäßig so positive Entwicklung von Getränken in Beuteln (vorwiegend ohne Ausgießer), ist vorwiegend durch Wild und sein unvergleichliches Marketingkonzept erreicht worden. Die enormen Mengenzuwächse insbesondere zu Beginn der 90er Jahre sind aber auch der Umweltdiskussion geschuldet, in der nicht nur der Milchkarton sein umweltfreundliches Image bekam sondern auch der Schlauch- und Standbeutel. Das positive Image des Beutels der nicht mit Pfand belastet ist, ist ein Erfolg der Wild Gruppe.
Und in Europa sieht die Entwicklung so aus:
Eine Steigerung der jährlichen Verbrauchsmengen des Standbeutels in allen Segmenten um mehr als das 10fache in 12 Jahren von 1,8 Milliarden in 1995 auf 4,5 Milliarden in 1999, auf 9 Milliarden in 2002 und bis auf 19 Milliarden in 2007 ist ebenso außergewöhnlich und setzt sich weiter fort. Dies ist umso erstaunlicher, weil zur gleichen Zeit die PET Flasche bei Getränken Einzug hielt.
In der Gesamtheit haben die Standbeutel seit mehr als 20 Jahren eine Steigerung erfahren, die dem DAX zur Ehre gereichen würde.
Quelle der Graphiken: Allied Development Corp.
Worin liegt das Geheimnis dieses Zuwachses?
Unter diesem Mengenzuwachs ist auch die Preisentwicklung zu beachten, denn der Kostenblock des Materials sinkt bei standardisierten Qualitäten und steigenden Mengen erheblich. Dies belegt der geschilderte Erfolg des Getränkebeutels, der auch deshalb so erfolgreich ist, weil die Packungsform und Größe sowie die Materialzusammensetzung standardisiert wurden. Gleiches hat sich inzwischen mit dem Portionsbeutel 80 und 100 Gramm für Katzenfutter ergeben, der inzwischen ebenfalls in großen Mengen verkauft wird und das Volumen des Capri Sonne Beutels eingeholt hat.
Sicherlich ist hier auch Marketing ein wichtiges Tool. Mit seinen Begründungen in ökologischer und qualitativer Hinsicht ist dem Verbraucher diese Packungsform im Regal nahe gebracht worden. Inzwischen ist auch der Preis der Verpackung bei den 80 und 100 Gramm Katzenfutterbeuteln ein erheblicher Kaufanreiz geworden. Die Industrie gibt inzwischen offensichtlich die logistischen Vorteile und die energetischen Einsparungen beim Autoklavieren an den Verbraucher weiter. Dies führt zu schrumpfenden Mengen von Dose und Tray zugunsten des Beutels.
SWOT des Standbeutels:
Der Standbodenbeutel hat den außergewöhnlichen Vorteil, dass er in seiner Form dem Inhalt angepasst werden kann, was dem Marketing unvergleichliche Möglichkeiten zur Unterscheidung seines Produktes gibt. Nicht das Etikett der Dose ist das einzige Unterscheidungsmerkmal am POS sondern das gesamte Kleid des Produktes kann wirken.
Hinzu kommen die unterschiedlichen Barriereeigenschaften der Folie, die dem Marketingmanager noch einmal zusätzlich alle Möglichkeiten zur Unterscheidung geben, bis hin zu einem Fenster um das Produkt zu zeigen.
Diese Vielfalt der Möglichkeiten zur Gestaltung der Packung hat den Nachteil, dass der Standbeutel mit Erreichen aller dieser Unterscheidungsmerkmale keine Standardisierung erreichen kann. Damit wird die Erwartung eines preiswerten Packmittels nicht erreicht. Gewicht und Leervolumen sowie logistische Vorteile bei Lagerung und Transport nähren diese Erwartung. Nur das von Wild zuerst so erfolgreiche Standardisieren führt zu einem Mengenzuwachs, der nur dann seine Auswirkungen in einem niedrigen Preis der Packung findet.
Hinzu kommt der Ruf nach Hochleistungsanlagen, die Beutel so schnell füllen und verpacken können, wie dies in der Konservenindustrie üblich ist. Inzwischen gibt es Anbieter, die 1000 Beutel und mehr pro Minute verarbeiten können. Trotzdem gibt es wegen der so unterschiedlichen Formen und Folien noch keine allgemein gültigen Lösungswege.
Es wird über Form-Fill-Seal geredet, Füllen-Verschweißen ist eine weitere Variante und Füllen-Verschrauben wird ebenso angeboten. All diese Lösungswege werden von einer Vielzahl von Anbietern unterstützt und tragen zur Verwirrung der Entscheider bei.
Deshalb ist es unabdingbar notwendig, dass all diese vielfältigen Möglichkeiten und Anforderungen an diese Packungsform mit den technischen Machbarkeiten koordiniert und gebündelt werden. Dieses wiederum fordert von dem Packmittelhersteller eine außergewöhnliche breite Wissensbasis, um den Auftraggeber umfassend beraten zu können.
Nicht nur das Wissen um Folie, Druck und die Vielfalt in der Formgebung muss beherrscht werden, sondern auch die Einflüsse des Produktes auf das Packmittel bei seiner Herstellung und Verbringung in die Packung sind ebenso eine Wissensnotwendigkeit. Gleichzeitig ist der permanente Kontakt zu den verschiedenen Anbietern von Füll- und Verpackungsmaschinen stets zu aktualisieren, um dieses Packmittel erfolgreich verkaufen zu können. Hinzu kommt noch der Wiederverschluss für den Beutel, der eine zusätzliche Anforderung an die Wissensbasis des Verkäufers stellt.
Weil diese Packungsform seit 20 Jahren überdurchschnittliche Zuwachsraten aufweist, sind viele neue Anbieter auf dieses Packmittel und die Maschinen aufmerksam geworden. Das führt naturgemäß dazu, dass es dem Entscheider zunehmend schwer fällt, die richtige Lösung für sein Produkt zu finden.
Nicht hinreichendes Fachwissen und der kommerzielle Druck führt bei den vielfältigen Möglichkeiten häufig zu Entscheidungen, die dem Produkt im Beutel nicht gerecht werden. Jeder der Marktteilnehmer verfolgt vorwiegend seine eigenen Interessen, weshalb es immer wieder zu Fehlentwicklungen kommt, die der Gesamtheit dieser Packungsform nicht zuträglich sind.
Der Weg zur richtigen Lösung
Wenn sich ein Produkthersteller für eine Flüssigkeitsverpackung im Standbodenbeutel entscheidet, muss es ihm gelingen die Argumente, die ihm anbieterspezifisch gegeben werden, von den wirklichen Notwendigkeiten seines Produktes zu trennen. Er darf sich keinesfalls nur vom Preis leiten lassen, sondern muss verschiedene Ausgießer, verschiedene Folien, verschiedene Beutel- und Folienhersteller nebeneinander stellen. Ebenso muss er auch die Druckverfahren und Fertigungstoleranzen vergleichen und diese mit den produktspezifischen Anforderungen für sein Produkt im Zusammenhang bringen. Weiterhin ist es notwendig diese Notwendigkeiten auf die möglichen Maschinenanbieter zum Verarbeiten seines Produktes im Standbodenbeutel zu übertragen.
Kaum eine Einkaufsabteilung ist in der Lage dieser Aufgabe gerecht zu werden, weil die stabilen Packmittel standardisiert sind und sich Gesetzmäßigkeiten für eine schnelle Entscheidung dafür heraus gebildet haben. Dieses gilt für den Milchkarton, für Glas- und PET-Flaschen, als auch für Dosen. Diese Aufgabe wird noch dadurch erschwert, weil das erwartete geringere Kostenniveau des Standbodenbeutels selten mit der Realität übereintrifft.
Dies führt auch dazu, dass die kaufmännische Beurteilung dieser Packungsform häufig den technischen Notwendigkeiten durch preiswertere Lösungen widersprechen, weil kein Verständnis für die Komplexität der Gesamtzusammenhänge hergestellt wird und erreicht werden kann.
Die Entscheidung, welcher Beutel, in welcher Form, mit oder ohne Ausgießer muss vorwiegend nach den Anforderungen des Produkts und seiner Platzierung am POS beeinflusst werden. Die technischen Aspekte zur Verarbeitung des Standbeutels müssen ein größeres Gewicht erhalten und die Diskussion, ob ein vorgefertigter Beutel eingesetzt wird oder ob von der Rolle gefertigt wird, darf nicht allein von kaufmännischen Gesichtspunkten geprägt sein.
Es entstehen sonst unter dem Kostendruck und des kurzfristigen Erfolgszwangs schlechte Lösungen, die weniger dem eigentlichen Produkt dienlich sind sondern nur den kaufmännischen Notwendigkeiten folgen. Ein altes Produkt in einem neuen Kleid wird erfolgreicher sein als ein neues Produkt in einem unattraktiven Outfit.
Der Beutel in seiner richtigen Anwendung ist eine ideale Verpackung, um ein wertvolles Produkt in seiner Darbietungsform von vergleichbaren Produkten zu unterscheiden. So wird vermieden, dass eine minderwertig anmutende Verpackung das Produkt in eine Abwärtsspirale des Endpreises hineingestellt wird. Allerdings kann man dieser Spirale entkommen, wenn eine breite Wissensbasis zur Verfügung steht, die für den Standbodenbeutel noch nicht ausreichend etabliert ist.
Die zweite Standbeutel Konferenz in Wiesbaden am 23./24. November ist ein idealer Treffpunkt, um die Wissensbasis für Entscheidungsträger zu erweitern und auch neutrale Berater zu finden, die in diesem Feld sachgerechte Unterstützung geben können.
Hier sind zwei Standbeutel mit 200 Gramm Mais abgebildet, wie sie am Markt sicher größere Aufmerksamkeit erreichen würden als eine Blechdose. Diese Studie des Autors mit einem konturierten Beutel und einem Beutel mit Fenster ist nicht am Markt. Sicher ist aber das Produkt attraktiver gezeigt als in eine Dose mit einem Etikett als einziges Unterscheidungsmerkmal. Autoklavierbares Material und der Einsatz einer Barriere mit UV Schutz sind am Markt vorhanden, um diesen Weg zu gehen.
HENSEN CONSULT
Beratung für flexible Verpackungen
Bürgermeister-Spitta-Allee-58F
D-28329 Bremen
Tel: 0421 23 33 90
Fax: 0421 23 33 53
Mobil: 0171 1977 188
E-mail: henno@hensen.de
web: www.hensen-consult.de
Member of www.innonet-partners.eu