damals gab es noch die schönen Alu-Einwickler, die die Schokolade so richtig gut gegen alle Umwelteinflüsse schützten. Darüber lag ein glatter Papier-Einwickler, der sich beim Auspacken schon quasi selbstständig vom Alu ablöste. Das würde heute jeden Entsorger freuen. Da man sie nicht wieder verschließen konnte, brauchte niemand ein schlechtes Gewissen haben, 100 g in einem Rutsch zu genießen.
Und dann kam die Folienverpackung, die mit Heißsiegelkleber versiegelt wurde und bei manchen Modellen sogar als Wiederverschluss funktionierte, wenn es denn dazu kam. Nach Gebrauch blieb eine Plastikfolie mit Klebstoff und Druckfarbe übrig, die man gern verbrannte oder aus der Parkbänke und andere Massenprodukte aus dem Non-Food-Markt hergestellt wurden. Es war die Monomaterialverpackung erfunden.
Dann wollte das Marketing gern den Wiederverschluss noch verbessern und entwickelte fleißig weiter, bis dieses nun auch mit neuen „Klebstoffen“ gelang. Die perfekte Schokoladenverpackung schien geboren. Leicht zu öffnen, selbsterklärend im Gebrauch und aus Monomaterial. Das beste war dann vielleicht noch der Preisvorteil und die unglaublich präzise und schnelle automatische Verarbeitung der Plastikverpackung. Lange Haltbarkeit, Frische und gute Hygiene waren auch durch die kluge Materialwahl garantiert.
Doch „plötzlich“ kamen die Umweltkatastrophen mit Klima- und Plastikkrise aus dem Nichts daher, und manche waren geneigt, auf eine einlagige sogenannte umweltfreundliche Papierverpackung für Schokolade umzuschwenken – natürlich nur der Umwelt zuliebe. Das passt auch zum Biotrend, für den das Papier seit Jahren als Wunderwaffe gegen Umweltprobleme stilisiert wird. Und so entwickelten Papierhersteller künstliche Zusatzstoffe, die eine Barriere erzeugen sollten, damit das Papier auf das frühere Aluminium verzichten kann, aber trotzdem aroma- und schadstoffdicht daher kommt. Ein Barrierepapier zu 100% nachwachsend und recyclingfähig? Ist das denn dann auch sofort umweltfreundlicher und besser als die doch so ideale und gut etablierte Folienverpackung mit Wiederverschluss, die sich so lange und stetig weiterentwickelt hatte?
Ich möchte meine preiswerte, frische, hygienische, leicht zu öffnende, wiederverschließbare und gut zu entsorgende Plastikverpackung zurückhaben.
Ein Aufruf zum Augenmaß an Entwickler und Entscheider zur Vermeidung von Verschlimmbesserung – im Detail teilweise überspitzt formuliert von Karsten Schröder
Die Teilnehmer erfahren Hintergrundinformationen zu Gesetzes-Neuerungen aus der EU, Deutschland und der Schweiz, aber auch zu Regelwerken rund um den Globus und “rechtliche” Anforderungen religiöser Gruppen an Lebensmittelverpackungen.
Im Fokus des Expertentreffs stehen die
Risikobewertung nicht gelisteter Substanzen
Screening-Methoden, auch von NIAS (non-intentionally added substance)
MOSH/POSH und MOAH
Bewertung von Maschinen und Anlagenteilen in Kontakt mit Lebensmitteln
Packmittel-Sensorik und ihre Aussagekraft
theoretische und prüftechnische Bewertung der Eignung von Packmitteln für Lebensmittel
Weitere Themen sind neben den Anforderungen an lebensmitteltaugliche Recyclingpapiere, Barrieren und papierbasierte MMML sowie Regenerate und ihre Herausforderungen bei der Konformitätserklärung auch die Produktsicherheit für die Verwendung von Druckfarben für Lebensmittelverpackungen sowie die Klebstoffbewertung und -prüfung.
Diese Tagung ist für mehr Sicherheit bei Folienverpackungen konzipiert worden und bietet Raum für Kontaktpflege und individuelle Gespräche.
Das detaillierte Programm finden Sie hier. Sie benötigen weitere Informationen oder möchten sich anmelden? Rufen Sie uns an unter +49 5405 80767-0 oder schicken Sie eine E-Mail an coaching@innoform.de.
Um die Haftung von Materialien wie Klebstoffe oder Druckfarben auf Substraten zu ermöglichen, müssen deren Oberflächen entsprechende physikalische Benetzungseigenschaften aufweisen. Diese wiederum hängen von der Oberflächenspannung des jeweiligen Substrats ab, wobei in diesem Zusammenhang von polaren oder unpolaren Oberflächen gesprochen wird. Als ein etabliertes Verfahren, die erforderliche Spannung herzustellen, gilt die Korona-Vorbehandlung.
Die Korona-Vorbehandlung schafft auf unpolaren Oberflächenwie PE oder PP durch Oxidation polare Gruppen und verändert (erhöht) auf diesem Wege die Oberflächenspannung. Dadurch verbessert sich die Benetzung durch Klebstoffe oder Druckfarben und damit auch deren Anhaftung auf dem Substrat. Zusätzlich zu den angesprochenen Oxidationsvorgängen findet auch noch eine »Reinigung « der Oberflächen statt und es wird eine Mikrorauhigkeit hergestellt.
Unter der Voraussetzung korrekter Anwendung der Korona-Parameter führen diese drei Faktoren (Oxidation, Reinigung und Mikrorauhigkeit)
zu einer guten Anhaftung von Klebstoffen oder Druckfarben.
Vor den jeweiligen Bearbeitungsvorgängen stehen dem Drucker oder Kaschierer verschiedene
Möglichkeiten zur Prüfung der Oberflächenspannung zur Verfügung. Üblicherweise werden hierfür Testtinten und Teststifte eingesetzt, die eine ausreichend genaue Aussage über die Oberflächenspannung erlauben.
(Abbildung 1)
Die Entstehung der Oberflächenspannung beruht dabei auf folgendem Prinzip: Um die Moleküle aus dem Inneren der Flüssigkeit an die Oberfläche zu bringen, muß gegen die resultierenden Molekülkräfte Arbeit geleistet werden. Die Größe der Arbeit (Delta W) bezogen auf die gebildete Fläche (Delta A) ist die Oberflächenspannung. Die zu leistende Arbeit entspricht der Energie, daher wird sie auch Oberflächenenergie genannt (Abbildung 1).
Messung der Vorbehandlung
(Abbildung 2)
Obwohl es selbstverständlich noch eine ganze Reihe anderer einschlägiger Verfahren gibt, haben sich die Testtinten und Teststifte in der Praxis doch auf breiter Front durchgesetzt. Es muß jedoch in diesem Zusammenhang darauf hingewiesen werden, daß sowohl Tinten wie auch Stifte nur eingeschränkt haltbar sind und daher nach dem Überschreiten der angegebenen Gebrauchsdauer keine zuverlässigen Ergebnisse mehr liefern (Abbildung 2).
(Abbildung 3)
Die Randwinkelmessung ist an Genauigkeit der Testtinte oder dem Teststift zweifellos überlegen, jedoch ist die Anwendung dieses Verfahrens in der täglichen Produktionspraxis
beim Drucken und Kaschieren viel zu aufwendig. Der Randwinkel stellt dabei ein Maß für das Benetzungsverhalten dar. Um einen Randwinkel messen zu können, muß die Oberflächenspannung der Testflüssigkeit größer als die Oberflächenspannung des Festkörpers sein (z.B. Folie). Sind die Oberflächenspannung von Testflüssigkeit
und Substrat gleich, findet eine vollständige Benetzung statt (Randwinkel = 0) (Abbildung 3).
Für Folien müssen bestimmte Korona-Vorbehandlungsintensitäten
erreicht werden, damit für die Bedruckung oder Kaschierung eine optimale Oberflächenspannung aufgewiesen wird:
● PE, PP-C > 38 mN/m
● PP-BO > 42 mN/m
● PA-C > 50 mN/m
● PA-BO, PET-BO > 52 mN/m
(Abbildung 4)
Optimale Vorbehandlung
In Abbildung 4 wird das Prinzip der Korona-Vorbehandlung bzw. die damit verbundenen oxydativen Vorgänge dargestellt. Insgesamt wird im Schaubild verdeutlicht, daß es sich hierbei um einen komplexen Vorgang handelt, der durch Bedienungsfehler oder mangelnder Anlagenwartung auch zu Mißerfolgen führen kann.
(Abbildung 5)
(Abbildung 6)
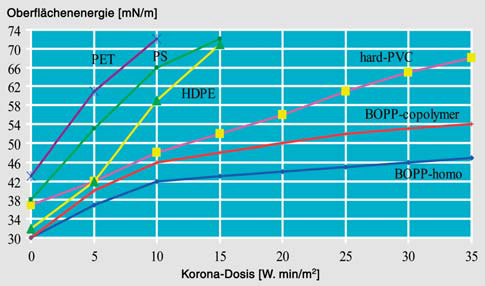
Die Oxidationsvorgänge an der Folienoberfläche bewirken, daß dem Substrat eine größere Oberflächenenergie verliehen wird. Durch Verdampfung erhöht sich die Mikrorauhigkeit der Substratoberfläche, die entscheidend zu einer besseren Haftung von Druckfarbe und Kaschierkleber beiträgt. Doch es ist darauf zu achten, daß insbesondere bei hoher Luftfeuchtigkeit es zu einem Abbau von Molekülketten und damit zu einer Verringerung der Oberflächenspannung kommen kann. Darüber hinaus wird durch Koronavorbehandlung die Siegelfähigkeit verschlechtert (Vernetzung der Makromoleküle). Im Zusammenhang mit der Korona-Vorbehandlung spielt auch die sogenannte »Aktivierungsenergie « eine wichtige Rolle. Sie bezeichnet das Niveau der einzubringenden Energie zur Initiierung der vorher genannten Prozesse. Die notwendige Dosis der Korona-Energie (W min/m2) zur Erreichung der gewünschten Oberflächenspannung (mN/m) variiert in Abhängigkeit zu den jeweiligen Foliensubstraten. In Abbildung 5 werden einige typische Zusammenhänge zwischen Dosis und Oberflächenenergie dargestellt. Die Vorbehandlung einer Folie wirkt nicht unbegrenzt, sondern erfordert nach Ablauf einer gewissen zeitlichen Frist eine Auffrischung. Abbildung 6 stellt den »Schwund« des Vorbehandlungsgrades in Abhängigkeit zur Zeit dar.
Viel hilft nicht viel
(Abbildung 7)
In diesem Zusammenhang könnte der Eindruck entstehen, diesem »Schwund« der Vorbehandlung bzw. der Oberflächenspannung mit dem Einbringen einer höheren Dosis an Korona-Energie entgegenwirken zu können. Davor muß jedoch dringend gewarnt werden, da das Einbringen einer zu hohen Dosis den gegenteiligen Effekt mit sich bringt und die Haftungseigenschaften durchaus wieder verschlechtern kann. Dies hat seinen Grund darin, daß ein zu hoher Energieeintrag die Substratoberfläche soweit abbaut, daß es zu adhäsiven Oberflächenbelägen kommt, die eine Haftung von Druckfarben oder Klebstoffen verhindern (Abbildung 7). Im Gegensatz dazu führt eine zu niedrige Korona-Vorbehandlung zu schlechter Benetzung und damit zu schlechten Anhafteigenschaften.
Fazit
Grundsätzlich ist die Kenntnis der in diesem Artikel vorgestellten Zusammenhänge für Drucker und Kaschierer äußerst empfehlenswert und vorteilhaft, um die Voraussetzungen zur Schaffung optimaler Oberflächenhaftung auf den jeweils eingesetzten Substraten zu schaffen (wird fortgesetzt).
[Artikel Serie 1-8 “Drucken und Kaschieren” wird fortgesetzt]