silver plastics® ist ein Hersteller von Kunststoff-Verpackungen und produziert vornehmlich Lebensmittelverpackungen aus den Kunststoffen – Polystyrol (PS), Polypropylen (PP) und Polyester (PET). Das Unternehmen ist sich seiner gesellschaftlichen Verantwortung bewusst und möchte den Erhalt und Schutz von Lebensmitteln ermöglichen und “Food waste” vermeiden.
Im Rahmen der Vorberichtserstattung haben auch sie sich zu den beiden folgenden Fragen geäußert:
Welchen Nutzen stiften Sie mit Ihren Entwicklungen und Produkten im Hinblick auf Barriereverpackungen und Ihren Vortrag?
Welchem Trend folgen Sie bei Barrierefolien aus Ihrem Umfeld zur Zeit besonders?
Sebastian Kremer, Produktmanager airPET®
Es ist die erste Lebensmittelverpackung überhaupt, die unmittelbar nach dem Erwärmen in der Mikrowelle oder im Backofen bis 200°C dank ihrer Wärmebarriere mit bloßen Händen angefasst werden kann. Damit vereint airPET®TOUCH alle Anforderungen, die heutzutage an eine innovative Verpackung gestellt werden: platzsparend, versiegelbar, kein Kältebruch in der Tiefkühltruhe, hitzebeständig, hochwertige Haptik, schickes Design und recyclingfähig. So ist dieses neue Produkt ein Gewinn für den Handel und ein Mehrwert für den Kunden.
Johannes Pelzer, Produktmanager airPET®
silver plastics® verfolgt bei Barrierefolien besonders den Trend im Convenience Bereich: In einer Generation der Singlehaushalte und einer Zeit, in der oft beide Partner einer Lebensgemeinschaft berufstätig sind, bleibt immer weniger Zeit. Gerade am Herd muss es daher schnell und einfach sein. Von der Tiefkühltruhe oder dem Kühlschrank in den Backofen, auf den Tisch und ab in die Wertstofftonne.
Schnell, einfach und nachhaltig! Kein Problem mit airPET®TOUCH von silver plastics®.
Seien Sie gespannt auf den Vortrag von Sebastian Kremer und Johannes Pelzer am 24. September in Würzburg!
In den ersten drei Teilen dieser Reihe von INNO-Lettern haben wir aufgeführt, welche Belege erforderlich sind um eine Konformitätserklärung gemäß Anhang IV der Verordnung (EU) Nr. 10/2011 zu erstellen, wie die gesammelten Daten auszuwerten sind und wie die Einhaltung von spezifischen Grenzwerten überprüft werden kann. In diesem Teil werden wir uns mit dem 10ppb-Screening beschäftigen, das immer mehr an Bedeutung gewinnt.
1 Wofür kann das „10 ppb Screening“ eingesetzt werden
1.1 Risikobewertung von nicht absichtlich zugesetzten Stoffen (NIAS)
Materialien und Gegenstände aus Kunststoff können Verunreinigungen enthalten. Derartige Verunreinigungen werden z.B. bei der Herstellung des Kunststoffmaterials unbeabsichtigt eingebracht (unbeabsichtigt eingebrachter Stoff — non-intentionally added substance, NIAS). Alle eingesetzten Stoffe müssen über eine technische Qualität und Reinheit verfügen, die für die vorhersehbare Verwendung der Materialien geeignet ist. Daher sollten Verunreinigungen, die relevant für die Konformitätsbeurteilung sind, in den Konformitätserklärungen angegeben werden.
Typische Verunreinigungen können im Beurteilungsrahmen von Stoffen durch die EFSA (Europäische Behörde für Lebensmittelsicherheit) bereits enthalten sein. Es sind jedoch üblicherweise nicht alle Reaktions- und Abbauprodukte in der Zulassung eines Stoffes aufgeführt und berücksichtigt. Leider gibt es derzeit unserer Kenntnis nach keine Veröffentlichung, aus der eindeutig zu entnehmen ist, ob die EFSA diese Stoffe regelmäßig mit bewertet. Da der Hersteller von Bedarfsgegenständen aus Kunststoff von Reaktions- und Abbauprodukten ausgehende mögliche Gesundheitsrisiken im fertigen Material oder Gegenstand gemäß international anerkannten wissenschaftlichen Grundsätzen der Risikobewertung beurteilen soll, muss er diese Stoffe kennen.
Die Prozesskette zur Fertigung von Verpackungsmaterialien oder Bedarfsgegenständen kann mitunter sehr lang sein. Daher sollten die Informationen zu diesen Stoffen auch innerhalb der Kette weitergegeben werden. Leider funktioniert das oft noch nicht in hinreichender Form. Eine Möglichkeit der Einschätzung möglicher Gefahren durch unbeabsichtigt eingebrachte Stoffe oder Abbauprodukte, sind Migrationsscreenings. Die Methode Gaschromatographie-Massenspektrometerkopplung (GC-MS) stellt eine ausgezeichnete Methode zur Risikominimierung hinsichtlich möglicher Migrationen durch NIAS dar, wohlwissend, dass eine Methode, die umfassend die Ab- bzw. Anwesenheit aller möglichen Stoffe detektiert, in absehbarer Zeit nicht zu erwarten ist.
1.2 Plausibiliätsprüfungen
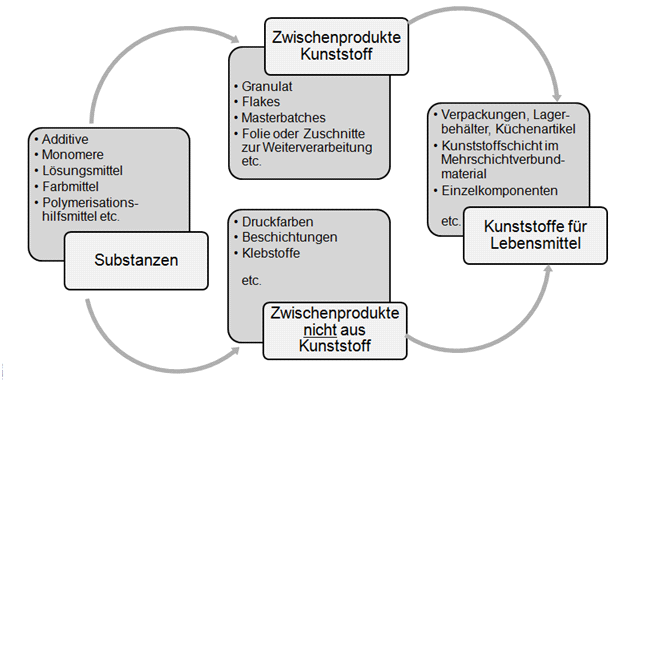
Die Verpackungen, die von Lebensmittelherstellern verwendet werden, setzen sich oftmals aus einer Vielzahl von Einzelkomponenten zusammen. Bei der Konformitätsarbeit ist jeder Bestandteil der fertigen Verpackung, bzw. des Bedarfsgegenstandes, zu berücksichtigen, wie z.B. auch Etiketten, Kennzeichnungsdruck, etc. Die Herstellung erfolgt dabei regelmäßig in unterschiedlichen Unternehmen, die jeweils nur einen Teil der Herstellkette abdecken.
Jedes Unternehmen der Fertigungskette erstellt für das von ihm vertriebene Produkt eine Konformitätserklärung, bzw. stellt hinreichende Informationen zur Beurteilung der lebensmittelrechtlichen Konformität durch die nachfolgenden Unternehmen zur Verfügung. Bei der Konformitätserklärung für die fertige Verpackung handelt es sich um eine Zusammenfassung aller Informationen, die innerhalb der Lieferkette zusammengetragen werden. Zur Kontrolle der Angaben aus den Konformitätserklärungen sind GC-MS- Screenings eine kostengünstige und geeignete Möglichkeit, um zu prüfen, ob die Angaben hinsichtlich einzuhaltender Grenzwerte vollständig sind.
1.3 Orientierungsprüfungen zur Einhaltung von Begrenzungen von
Stoffen
In der Unionsliste der Verordnung (EU) Nr. 10/2011 ist eine Vielzahl an Monomeren, Hilfsstoffen und Additiven aufgeführt, die zur Herstellung von Kunststoffverpackungen eingesetzt werden können. Einige dieser Stoffe können über Screeningmethoden halbquantitativ in einer einzigen Analyse bestimmt werden. Ist sichergestellt, dass die vorgefundenen Stoffe in der verwendeten Simulanz besser löslich sind als im bestimmungsgemäß vorgesehenen Lebensmittel oder der geregelten Simulanz, so kann bei deutlicher Unterschreitung des Grenzwertes (z.B. bis max 20 % des Grenzwertes) auf sehr wirtschaftliche Weise eine Konformität abgeleitet werden. Dieses trifft in vielen Fällen zu.
2 Welche Arten von Screenings gibt es?
Wie im dritten Teil dieser Inno-Letter Serie erläutert, gibt es eine Vielzahl an Stoffen mit unterschiedlichen Eigenschaften, die mit unterschiedlichen Methoden analysiert werden können. Für die Bewertung sind Stoffe mit einer Molekülgröße bis 1000 Dalton entscheidend. Um möglichst viele NIAS nachweisen zu können, ist eine Kombination aus unterschiedlichen Methoden wie GC/MS, Headspace-GC/MS, LC-TOF, LC-UV, LC-MS, ICP notwendig. Hierbei ist die Identifizierung besonders schwierig. Bisher gibt es noch keine einheitliche Methode.
Sehr häufig wird die GC/MS angewendet. Hier wird ein Migratansatz mit Ethanol 95%, Isooctan oder Poly(2,6-diphenyl-p-phenylenoxid) (Tenax ®) durchgeführt. Dem Migrat wird ein interner Standard zugesetzt, was eine halbquantitative Mengenbestimmung aller nachgewiesenen Stoffe ermöglicht, ohne eine aufwändige Einzelkalibrierung für jede einzelne Substanz durchführen zu müssen.
Die Messung auf Anwesenheit flüchtiger Stoffe kann bekanntlich nicht über einen Migrationsansatz mit einer flüssigen Simulanz erfolgen; dafür wird die Einfachgasextraktion nach der Headspace- Methode mit nachgeschalteter GC/MS- Detektion verwendet.
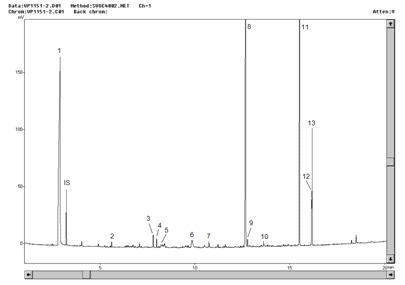
3 Wie sieht das Ergebnis aus?
Abbildung 1: GC/FID-Chromatogramm eines Screenings
4 Welche Mengen sind relevant?
Leider gibt es dazu seitens der EFSA, BgVV oder anderer Behörden noch keine klaren Vorgaben. Im “The Exposure Matrix Project” der Plastics Europe, EuPC, FPE und CeficFCA wurde ein “level of interest” (LOI) vorgestellt, ein berechneter Wert basierend auf Expositionsdaten (Studien zur tägliche Nahrungsaufnahme, unterteilt nach Lebensmittelgruppen und Verpackungsarten) für unterschiedliche Verpackungsmaterialien, oberhalb dessen eine Bewertung erforderlich ist. Alternativ könne eine Orientierung am Grenzwert für nicht beurteilte Stoffe hinter einer funktionellen Barriere von 10 µg/kg Lebensmittel (10 ppb) erfolgen. Bei Anwendung eines Oberflächen/Volumen-Verhältnisses von 6 dm²/kg Lebensmittel wären das etwa 1,3 µg/dm² Verpackungsmaterial.
Zur Ableitung toxikologischer Schwellenwerte kann der „Treshhold of Toxicological Concern“ (TTC) ebenfalls verwendet werden. Hierbei handelt es sich um die mittlere tägliche Dosis, unter der eine nicht evaluierte Substanz mit 95%iger Wahrscheinlichkeit harmlos ist, selbst wenn diese im Prinzip toxisch oder die Exposition chronisch wäre. Für unbekannte Substanzen, wie möglicherweise genotoxische Kanzerogene, liegt der Wert bei 15 µg/d.
5 Welche Maßnahmen sind daraus abzuleiten?
Stoffe, die in Konzentrationen oberhalb des LOI oder des TTC nachgewiesen werden, müssen zunächst eindeutig identifiziert werden. Wenn es sich um Abbauprodukte eines Inhaltsstoffes handelt, scheitert dieses häufig an Ermangelung z.B. geeigneter Standards zur Identifizierung bzw. kann nur durch die jeweiligen Rohstoffhersteller erfolgen. Zum Teil kann auf Basis des Massenspektrums in Verbindung mit Kenntnissen zu den eingesetzten Substanzen ein Identifizierungsvorschlag abgeleitet werden.
Ist eine Substanz nicht zu identifizieren, muss diese bewertet werden.
6 Bewertung
Werden Stoffe mit Begrenzungen ermittelt, muss das Ergebnis durch spezifische Messungen verifiziert werden, wenn Mengen > 20% des Grenzwertes ermittelt werden, da es sich um ein halbquantitatives Verfahren mit einer Messunsicherheit von ca. 80% handelt. Berücksichtigt werden muss zusätzlich die Löslichkeit der Substanz in der ausgewählten Simulanz in Zusammenschau mit den gewählten Prüfbedingungen.
Ob die im Screening entdeckten Stoffe ohne Evaluierung durch die EFSA den Forderungen der Verordnung (EG) Nr. 1935/2004 für Lebensmittelkontaktmaterialien entsprechen, ist gemäß international anerkannten wissenschaftlichen Grundsätzen für Risikobewertungen zu beurteilen. Diese Risikobewertung ist Bestandteil der Konformitätsarbeit und muss den zuständigen Behörden auf Verlangen vorgelegt werden. PlasticEurope hat auf ihrer Webseite Leitlinien veröffentlicht, auf deren Basis eine Risikobewertung aufgebaut werden kann. Ein Risiko setzt sich zusammen aus der Gefährdung und der Exposition. Wenn ich einer Gefährdung nur in sehr geringen Mengen ausgesetzt bin, ist das Risiko geringer, als wenn ich ihr in hohen Mengen ausgesetzt bin. Wird der Stoff also in einer Verpackung für ein Lebensmittel festgestellt, das üblicherweise nur in geringen Mengen konsumiert wird (z.B. Verpackung für Gewürze) ist das Risiko als geringer einzuschätzen als wenn der Stoff in einer Verpackung für ein Produkt enthalten ist, das oft und in großen Mengen konsumiert wird (z.B. Getränkeverpackung).
Gerne übernehmen wir die Konformitätsarbeit für Sie. Für ein unverbindliches Angebot sprechen Sie uns gerne an.
Die Entwicklung der letzten Jahre mit Ausblick bis 2018
Neuigkeiten im Regal
Was hat den Beutel gestärkt und was fehlt ihm noch?
Ende 2010 habe ich die Entwicklung der Standbeutel von 1962 bis dato mit einem perspektivischen Ausblick in die nahe Zukunft beschrieben. Heute möchte ich mich mit der inzwischen eingetretenen Realität dieser flexiblen und erfolgreichen Verpackungsart befassen und einen Ausblick bis 2018 vorstellen.
Inzwischen ist neben der dominanten Marke Capri-Sonne, inzwischen auch mit einem wiederverschließbaren konturierten Beutel am Markt, der Tiernahrungsbeutel mit signifikant größeren Mengen an seine Seite getreten. Der eine wird nach wie vor heiß abgefüllt, wo hingegen die Tiernahrungsbeutel „retort“ im Autoklaven verarbeitet werden.
Mit unglaublicher Dynamik und großen Mengenzuwächsen ist seit Anfang 2013 der Beutel für Kindernahrung, Fruchtpürees und Energy Drinks in dieses Marktsegment eingetreten. In den USA belegt diese Produktgruppe inzwischen mindestens 40% der Regalfläche mit beiden Varianten der Verarbeitung. Alles sind Beutel mit Ausgießern, womit sich eine vormals teure und komplexe, aber verbraucherfreundliche Packung einen beachtlichen Marktanteil erobert hat und begonnen hat, das Glas zu ersetzen. Hier wird deutlich, wie die Hersteller auf Kundenbedürfnisse eingehen und damit über große Auftragsvolumen für nun auch preiswertere Packmittel sorgen.
Der Trend „on the go“ bildet inzwischen nicht nur Produktnamen, sondern hat dem Wunsch der Mobilität dadurch Rechnung getragen, dass der wiederverschließbare Beutel dieser flexiblen und ökologisch vorteilhaften Packung mehr Bedeutung zukommt. Dies gilt insbesondere auch gut kleinvolumige Packungen. Aber auch bei großen Volumen hat der Beutel seinen Markt gefunden, wie zum Beispiel bei Scheibenreinigern für den PKW. Hier hilft ein Ausgießer, das Nachfüllen der Waschanlage erheblich zu erleichtern, ohne dass das Produkt verschüttet wird. Hier kommt dem Beutel seine „Flexibilität zugute, da er seinen Inhalt ohne „BLUB“ abgeben kann. Deshalb ist insbesondere der Ausgießer ein integrales Element der Beutel und wird damit zum wichtigen Bestandteil für den Verbraucher und die Verarbeitungstechnik.
Zwar sind immer noch Beutel ohne den Wiederverschluss für Getränke und Tiernahrung in der Überzahl, aber auch Capri Sonne hat inzwischen den Vorteil des Wiederverschlusses erkannt und bietet den Beutel nun in einer attraktiven Form auch für den ökologisch sensiblen Verbraucher an.
Der Vormarsch des Ausgießers und seine Herausforderungen
In meiner letzten Darstellung war an dieser Stelle noch kein Beutel mit Ausgießer zu sehen. Das hat sich aus den vorgenannten Gründen erheblich gewandelt. Zum einen sind die gestiegenen Mengen für eine Kostenreduktion dieses Bauteils verantwortlich und zum anderen wird dadurch die Fülltechnologie erheblich beeinflusst. Bisher ist das Füllen und Siegeln oder Formen – Füllen – Siegeln (FFS) im Fokus gewesen. Nun wird mit dem kleinen stabilen Teil an einem flexiblen Beutel diese Verarbeitung vor nicht unerhebliche Probleme gestellt: Wie sicher ist noch FFS, wenn auch der Ausgießer eingesetzt werden muss, und wie fülle ich den gefertigten Beutel – nun mit Ausgießer – auf einer Füll- und Siegelanlage sinnvoll? Bei der erhöhten Nachfrage nach Beuteln mit Wiederverschluss tritt vermehrt der Weg des Füllens und Verschraubens in den Vordergrund. Dies hat erhebliche technische Vorteile:
Beim Füllen von stabilen Behältern entsteht durch das Entweichen von Luft und durch das Eindringen der Flüssigkeit Schaumbildung. Deshalb muss bei aufgesetztem Füllventil auf den Hals einer Flasche eine technisch aufwendige Ventiltechnik mit meist Unterspiegel-Füllung eingesetzt werden, welche auch das simultane Entweichen der Luft nötig macht. Fast ebenso problematisch ist das Füllen und Versiegeln von Beuteln. Auch hier tritt erhebliche Schaumbildung auf, was das sichere Versiegeln des Beutels verhindern kann. Diese Probleme treten bei einem (fast) luftleeren Beutel nicht auf. Es ist technisch einfacher und deshalb kostengünstiger. Trotz des kleineren Öffnungsdurchmessers, wodurch nun der Beutel gefüllt und dann verschraubt wird, kann das Produkt mit hohem Druck eingeschossen werden, wodurch gleichzeitig der Beutel geöffnet wird.
Hierdurch hat sich eine neue Technologie für das Verarbeiten des Beutels entwickelt. Der Ausgießer benötigt nun am Hals ein technische Führung, um so eine einfache Zuführung zur Füllmaschine zu erreichen. Einige Packmittelhersteller liefern deshalb auch den Beutel auf einer U-Schiene, die dann mehrfach verwendet werden kann. Dieses zu erst in Japan eingesetzte System hat sich inzwischen in Europa aber auch in Asien, Nord und Südamerika durchgesetzt. Bei steigenden Mengen ist diese Art der Verarbeitung nicht unproblematisch.
Die Schienen müssen an den Hersteller zurück geschickt werden, weil diese sonst berechnet werden. Der Ausweg aus diesem logistisch komplexen Weg liegt in der Einführung eines Systems, welches den Prozess des Einsetzens des Ausgießers der Füll- und Verschraubmaschine vorgeschaltet wird. Diesen Systemgedanken hat sich ein großes Pharmaunternehmen schon vor vielen Jahren zueigen gemacht und mit vielen Millionen Beuteln damit erhebliche Kosteneinsparungen erreicht. Inzwischen ist die Technologie weiter vorangeschritten, wodurch die Anschaffungskosten solch eines Systems erheblich reduziert wurden, höhere Leistungen erreichbar sind und eine große Prozessstabilität erzielt wird. All diese Gesichtspunkte erlauben es, dem Beutel mit Wiederverschluss eine verheißungsvolle Zukunft vorauszusagen.
Die Prognosen von Schönwald Consulting bestätigen diesen Trend mit Steigerungsraten je nach Produktgruppe von 10 bis 25% pro Jahr. Betrachtet man den Großraum Europa, dann ergeben sich aus den erreichten Mengen in 2013 und den Prognosen bis 2018 erhebliche Kapazitäten an zu bauenden Maschinensystemen, wie zuvor beschrieben. Das weltweite Wachstum ist noch erheblicher, weshalb die gesamte Ausarbeitung von Schönwald Consulting eine Bibel zur Entscheidung für Beutelinteressierte ist.
Verbrauchsangaben in Millionen Packungen für Europa
Quelle: Schönwald Consulting
Vergleiche zu früheren Untersuchungen ergeben, dass die Zahlen erheblich gestiegen sind und insbesondere die Zuwachsraten der Beutel mit Ausgießer in der erreichten Menge und in den Prognosen belegen, wie sich diese Produktgruppe zukünftig als Konkurrent kleinerer Packungsgrößen zur PET-Flasche und zum Milchkarton entwickeln wird.
Diese Zahlen sind mir mit Genehmigung von Schönwald Consulting zur Verfügung gestellt worden. Das betrifft auch die beiden Aufteilungen weiter unten. Die gesamte Studie ist ein Standardwerk für jedes Unternehmen, welches sich mit dem Beutel als Packmittel auseinandersetzt.
Der Blick in die Regale belegt diesen ungebrochenen Trend, der auch durch günstige Kostenvergleiche zugunsten des Beutels in der Größe bis 300 ml belegt wird:
Hier eine Besonderheit aus China: Ecolean besetzt hier gegen den Milchkarton Milch im Beutel mit dem attraktiven Luftgriff. Sicher eine Entwicklung, die dem Marktführer im Milchkarton zu Denken gibt und auch inzwischen von Hemme Milch in Norddeutschland häufiger im Regal zu sehn ist.
Daneben ein Beutel mit einer verspielten Form, der in China besonders attraktiv die junge Generation anspricht.
Auch wenn hier der Eindruck entsteht, dass ich den Fokus zu sehr auf China und USA lege, so ist es doch wichtig, den Blick nach draußen zu wagen: Die globale Vernetzung sowie die Entwicklung auf den anderen Seiten von Europa scheint mir wichtig, weshalb trotzdem eine Vertiefung des Marktes in Europa nicht fehlen soll:
Quelle Schönwald Consulting
Was hat den Beutel gestärkt und was fehlt ihm noch
Ende 2012 hat selbst die New York Times – nicht gerade eben bekannt für Beobachtungen der Verpackungsentwicklungen – in einem Artikel auf das enorme Wachstumspotential dieser Verpackung aufmerksam gemacht. Damit wird der Beutel in den Fokus des Verbrauchers gerückt, wodurch auch die ältere Generation auf diese Art des Konsums von Flüssigkeiten aufmerksam gemacht wird. Ebenso wird vom „kollabierenden“ Beutel – und damit so einfach benutzbar – beim Nachfüllen der Flüssigkeit für die Scheibenreinigung des so geliebten PKWs im Unterbewusstsein der Beutel positiv wahrgenommen. Diese Verpackungsart ist die leichteste mit entsprechender Standfähigkeit am POS.
Aus meiner Sicht fehlen aber dem Beutel noch einige wichtige Entwicklungsschritte:
Biologisch abbaubare Folie und Ausgießer mit guten Eigenschaften zum Siegeln und mit Barriere. Immer wieder wird dies vom Kunststoff gefordert, ist aber nicht immer sinnvoll mit den notwendigen Eigenschaften einer Verpackung zu vereinigen. In erster Linie muss der Schutz des Produktes stehen, was bei dieser Folienart für Beutel z. Z. nicht erreichbar ist.
Neben der biologischen Abbaubarkeit erscheint es mir noch wichtiger der Folie eine Recyclefähigkeit zu geben ohne die Barriereeigenschaften zu vernachlässigen. Hier scheinen Untersuchungen zu laufen, wie dieses Ziel einer Folie aus Polyolefinen erreicht werden kann.
Der meist aus PE oder PP gespritzte Ausgießer hat im Gegensatz zur heute eingesetzten Folie keine Barriere. Damit besteht die Gefahr einer optischen und geschmacklichen Veränderung des Produktes im Kopfbereich des Beutels, der sich bei längerer Lagerung auch weiter in das Produkt vorarbeiten kann. Dieser Umstand tritt besonders bei Produkten mit Anteilen von Apfel und Karotten auf. Einige Hersteller versuchen diesen Effekt mit innen liegenden Alu-Membranen zu lösen, was aber zur Komplexität und Verteuerung beiträgt. Es gibt allerdings Hinweise auf die Entwicklung der Einbringung einer Barriere in den Ausgießer. Solch eine Lösung würde dem Beutel für eine Reihe von Produkten gut zu Gesicht stehen.
Das Einbringen eines stabilen Ausgießers in eine flexible Packung war stets eine Herausforderung, die bis heute zu beobachten ist. Dies schlägt sich in Leckagen, schlechter Qualität, aber vorwiegend in Leistungsminderung eines Systems nieder. Auch hier sind Entwicklungen vorangeschritten, um Leistungssteigerung und Qualitätsverbesserung zu vereinen. Hierbei ist das Schweißverfahren mittels Ultraschall inzwischen soweit vorangetrieben worden, dass integrierte Systeme für Bereiche bis 250 Beutel/Minute erreichbar zu sein.
Schlussendlich ist es bis heute noch nicht final gelungen, eine validierte Anlage zum aseptischen Verarbeiten eines Beutels mit Ausgießer zu finden, die mit ansprechenden Leistungen aufwarten kann. Zwar gab und gibt es immer wieder Hersteller, die davon berichteten, allerdings haben sowohl Wild und Bosch als auch Guala ihre Ankündigungen noch nicht bewahrheiten können.
Diese 5 Punkte scheinen mir aber zumindest in Stufen und in einigen Teilen auch kurzfristig erreichbar zu sein, was dem Beutel weiter auf seinem Erfolgsweg helfen wird.