In der neuen, erstmalig weltweiten Studie von Schönwald Consulting wird ausgewiesen, dass Standbeutel mit rund 150 Mrd. Stück pro Jahr produziert werden. Damit liegen die Standbeutel an Position 3 der verglichenen Verpackungen nach der PET-Flasche und der Getränke-Kartonverpackung. Mehr Informationen finden Sie u.a. unter: http://verpacken-aktuell.de/artikel/2014/2/20/marktuntersuchung-standbodenbeutel/
Schlagwort: Lebensmittelverpackungen
-
Rückblick und Vorschau – Kaschierklebstoffe für Lebensmittelverpackungen

von Manfred Römer
Ohne moderne Kaschiertechnik keine flexiblen Verpackungen, ohne flexible Verpackungen keine globale Distribution hochempfindlicher Güter. Vor allem der Schutz von Lebensmitteln vor Verderb ist im Hinblick auf die fortschreitende Urbanisierung der Weltbevölkerung und die damit verbundenen bekannten Verknappungs- und Verteilungsszenarien eine der vorrangigen Aufgaben unserer Zeit. Die Aufgabe der Kaschierung ist die Kombination der Materialeigenschaften einzelner Folien zu einem neuen Werkstoff mit herausragenden Eigenschaften. Das Ergebnis sind maßgeschneiderte Verbundfolien für die Herstellung flexibler Verpackungen mit hoher Schutzfunktion, die auf das jeweilige Anforderungsprofil zugeschnitten sind.
Leistungsvermögen und Definition
Flexible Verpackungen sollen das Produkt schützen, Informations- und Marketingaufgaben erfüllen und dem Konsumenten einen leichten und sicheren Umgang gewährleisten. Zu deren Herstellung stehen Verpackungsfolien (Verbundfolien) mit »maßgeschneiderten« Eigenschaften zur Verfügung. Dazu zählt die Barrierefunktion gegen Licht, Gase (z.B. Stickstoff, Kohlendioxid) und Wasserdampf; gute Optik (Wechselspiel von Druckfarbe und Klebstoff); Festigkeit (Flächenhaftung und Siegelnaht); Siegelbarkeit (Verschlusssicherheit),
 Peelbarkeit (kontrollierte Öffnungskraft der Versiegelung). Bei den Kaschierfolien handelt es sich um mehrere Substratlagen (z.B. Kunststoff- und Aluminiumfolien, Papiere), die entweder inline oder durch einen separaten Arbeitsschritt mittels Klebstoffauftrag miteinander verbunden werden. So haben beispielsweise derart hergestellte Folienverbunde deutlich andere Eigenschaften als Coex-Folien. Dabei ist, für das fehlerfreie Herstellen von Verbundfolien, der verwendete Klebstoff von entscheidender Bedeutung.
Peelbarkeit (kontrollierte Öffnungskraft der Versiegelung). Bei den Kaschierfolien handelt es sich um mehrere Substratlagen (z.B. Kunststoff- und Aluminiumfolien, Papiere), die entweder inline oder durch einen separaten Arbeitsschritt mittels Klebstoffauftrag miteinander verbunden werden. So haben beispielsweise derart hergestellte Folienverbunde deutlich andere Eigenschaften als Coex-Folien. Dabei ist, für das fehlerfreie Herstellen von Verbundfolien, der verwendete Klebstoff von entscheidender Bedeutung.Ein Blick zurück
Die Entwicklung moderner Kaschierklebstoffe begann in den 1960er Jahren. Sie ging einher mit der zunehmenden Internationalisierung der Märkte (Wegfall von Handelsbarrieren) und der damit verbundenen zunehmenden Bedeutung der flexiblen Verpackung für den Schutz und die Verteilung von Lebensmitteln und anderen Gütern. Die damaligen Anforderungen konzentrierten sich im Wesentlichen auf relativ einfache Duplexverbunde. Neben anderen möglichen Variationen, wurden häufig Zellglas gegen siegelfähig beschichtetes Zellglas oder gegen die Siegelschicht Polyethylen laminiert.
Erste Wahl
Stetig steigende Anforderungen an die mechanischen Festigkeiten und Barriereeigenschaften führten zu einer rasanten Entwicklung unterschiedlichster Foliensubstrate und Siegelschichten. Im Zuge dessen wurde auch die Leistungsfähigkeit der Kaschierklebstoffe verbessert, und massiv in moderne Kaschier- und Druckmaschinentechnologie sowie in die technische Peripherie investiert. Die Polyurethanchemie hat sich in diesen Jahren als erste Wahl qualifiziert. Mit ihr ließen sich Klebstoffe mit unterschiedlichsten Eigenschaften für eine große Anwendungsbreite herstellen. Bis heute erreicht keine andere Klebstoffchemie einen solch hohen Standard. Polyurethan-Klebstoffe waren zunächst ausschließlich lösemittelbasiert. Das Vehikel Lösemittel erlaubte eine einfache Verarbeitung dieser Klebstoffe auf den Kaschiermaschinen. Dabei muss das Lösemittel des in organischen Lösemitteln gelösten Klebstoffs nach der Applikation auf das Foliensubstrat im Trockenkanal entfernt werden. Bei der Zusammenführung der Substratbahnen im Kaschierwerk liegt also eine »trockene« Klebstoffschicht vor. Im Kaschierwerk wird schließlich unter Druck und Wärme aus der Folie mit dem »trockenen « Klebstoff und der zulaufenden Bahn ein Verbund (Laminat) hergestellt. Dieses Verfahren ist bekannt unter der Bezeichnung Trockenkaschierung. Die Nachbehandlung der lösemittelangereicherten Luft nach dem Trocknungsvorgang war damals noch kein Thema. Die Lösemittelgase wurden einfach mit der Umgebungsluft »verdünnt«,

- Prinzip einer LF-Kaschieranlage

- Prinzip einer LH-Kaschieranlage
die über den Kamin ins Freie gelangten. Doch ein verstärktes ökologisches Bewusstsein in weiten Teilen der Bevölkerung führte zu strengen gesetzlichen Umweltauflagen (u.a. Bundes- Immissionsschutzverordnung (BImSchV)). In der Folge mussten die Druck- und Kaschierbetriebe beim Einsatz organischer Lösemittel Nachverbrennungs- oder Lösemittelrückgewinnungsanlagen installieren.
Ohne schädliche Lösemittel
Die erste Ölkrise im Jahr 1973 (Rohölverknappung) und zusätzliche Kosten durch die Lösemittelnachbehandlung forcierten die Entwicklung lösemittelfreier Polyurethan- Kaschierklebstoffe. Doch der Kaschierer an der Maschine musste sich bei diesem Klebstoffsystem auf neue und schwierige Verarbeitungsbedingungen einstellen: Zentrale Herausforderungen waren dabei die völlig andere Rheologie und das Auftragen sehr dünner Schichten. Damit die bedruckten Folien mit guter Optik kaschiert werden konnten, mussten die Druckfarben diesen Kaschierklebstoffen angepasst werden. Nach wie vor arbeiten Zulieferer und Verarbeiter gemeinsam an weiteren Optimierungen der gesamten Peripherie, um die diffizilen Bedingungen für die Verarbeitung des lösemittelfreien Polyurethan-Klebstoffsystems weiter zu optimieren.
Alternativen
Als Alternative zu den verwendeten organischen Lösemitteln, war man zumindest eine Zeitlang davon überzeugt, dass Wasser die ideale Lösung sei. Mit wasserverdünnbaren Polyurethan-Klebstoffen sollten die Umwelt- und Kostenprobleme der lösemittelbasierten Klebstoffe gelöst werden. Trotz beeindruckender Kaschierergebnisse fristet dieser Klebstoff im Vergleich zu lösemittelfreien und lösemittelhaltigen Klebstoffen bei der Herstellung von Verbundfolien nur ein Nischendasein. Eine weitere Alternative sind z.B. Klebstoffe auf Acrylatbasis (Dispersionen), die in der Folienkaschierung jedoch nicht den hohen Standard von Polyurethan- Klebstoffen erreichen.
Möglichkeiten zur Herstellung von Verbundfolien
Es gibt vielfältige Möglichkeiten zur Herstellung von Verbundfolien. Es sind dies, wie vorstehend bereits beschrieben, die Kaschierung (LF = lösemittelfrei und LH = lösemittelhaltig); Mehrlagenextrusion (Adhäsions-Promoter); LH-Primer (z.B. PU-Klebstoff); wässrige Primer (EAA-Dispersionen); Primer aus der Schmelze (EAA) sowie Maleinsäure. Bei der Kaschierung wird in zwei wesentliche Verfahrenstechniken unterschieden:
Lösemittelhaltige Kaschierung:
– Glattwalzenauftrag (Schöpfwalze/ Auftragswalze)
– Rasterwalzenauftrag (Schöpfwalze/ Rakel)
– Rasterwalzenauftrag (Kammerrakel)Lösemittelfreie Kaschierung:
– Dreiwalzenauftrag [Stahl – Gummi – Stahl – (Presseur)]
– Vierwalzenauftrag [Stahl – Stahl – Gummi – Stahl – (Presseur)].Mögliche Kaschiertechniken
• Nasskaschierung
Beispielsweise bei Dispersions-, Kasein- oder Dextrin-Klebstoffen ist Wasser das Vehikel, welches aus dem kaschierten Verbund (z.B. Aluminium/Papier- Verbund für Suppenbeutel) »verdampft«. Solche Klebstoffsysteme können auch Vernetzungsmechanismen besitzen, so dass sie wasserfest werden. Im Gegensatz zur Trockenkaschierung erfolgt bei der Nasskaschierung das Laminieren unmittelbar nach dem Klebstoffauftrag, also ohne Zwischentrocknung. Bei den eingesetzten Klebstoffen handelt es sich um physikalisch trocknende aber auch vernetzende Systeme. Die Bindekraft beruht auf physikalischen Prozessen, das heißt auf der Trocknung des Klebstoffs nach Verdunsten des Lösemittels bzw. des Wassers. Bei der Kaschierung von Folien mit saugfähigen Substraten, wie Papier, Pappe, Filz oder Textil- Bahnen, dominiert die Anwendung von Dispersionen.
• Trockenkaschierung
Ein Präpolymer ist in einem Lösemittel gelöst, das nach dem Auftragen des Klebstoffs verdunstet. Anschließend wird im Kaschierwerk ein Verbund mittels zulaufender Bahn hergestellt. Diese lösemittelhaltigen Klebstoffsysteme werden entweder als Ein – oder Zweikomponentenkleber verarbeitet.
• Extrusionskaschierung
Hierbei werden spezielle thermoplastische Polymere als »Klebstoff« zwischen zwei andere Substrate extrudiert und über ein Walzensystem mittels Druck vereint. Bei der Extrusionskaschierung bestimmter Folienverbunde kann es notwendig sein, Haftvermittler entweder offline oder inline aufzutragen.
• LF-Kaschierung
Bei der lösemittelfreien Kaschierung sind keine Vehikel zum Verarbeiten des Klebstoffs notwendig. Der Klebstoff wird mit 100% Festkörper ausgeliefert d.h. dem Kaschierer zur Verfügung gestellt. Mittels intelligenter Temperaturführung – vom Dosierwerk oder Mischgerät bis zur Auftragswalze – wird der Klebstoff auf das Substrat gebracht. Die LF-Klebstoffsysteme kommen als Ein- oder Zweikomponenten- Kleber auf den Markt.
Definition der Leistungsbereiche
Das Leistungsvermögen (Performance) von Kaschierklebstoffen lässt sich in drei Kategorien einteilen, die sich nicht immer eindeutig voneinander abgrenzen lassen, sondern oft fließend sind. Die breitgefächerte Performance lösemittelhaltiger Polyurethan-Klebstoffe erstreckt sich dabei über alle drei Bereiche:
- Genereller Gebrauch → (trockene Füllgüter)
(GP = General Purpose); - Mittleres Leistungssegment → (flüssige Füllgüter)
(MP = Medium Performance); - Hohes Leistungssegment → (sterilisierfest)
(HP = High Performance).
Die erste und gleichzeitig größte Kategorie bilden die qualitativ soliden Duplex-Kaschierfolien. Flexible Verpackungen, die aus diesen Verbundfolien hergestellt wurden, werden für das Abfüllen trockener Güter eingesetzt. Aus Triplex- Kaschierfolien (auch mit Aluminium- Folie) hergestellte flexible Verpackungen gehören zum mittleren Qualitätssegment. Sie kommen bei flüssigen, pastösen sowie sterilisierbaren Füllgütern zur Anwendung. Ein sehr hohes Leistungsvermögen besitzen Triplex- oder Quadroplex- Laminate, die sich besonders für aggressive Verpackungsgüter mit höchsten Barriereanforderungen eignen. Solche Verbunde erfordern oft auch Sterilisierfestigkeit bis 135 °C. Die Trockenauftragsgewichte lösemittelhaltiger Kaschierklebstoffe variieren zwischen 2,5 g/m2 (GP) und 5 g/m2 (HP).
Demgegenüber schwanken die Auftragsgewichte lösemittelfreier Klebstoffe zwischen 1,0 g/m2 (GP) und 3,0 g/m2 (MP). Bei der Produktion von GP – Laminaten dominieren die lösemittelfreien Klebstoffe. Beim Vergleich der Kaschierkleberkosten (Cent/ m2) liegt dieser Kaschierkleber-Typ deutlich unter dem der lösemittelhaltigen Klebstoffe. Mit modernen LF-Klebern ist die Produktion von Mehrlagenverbunden ohne weiteres möglich. Selbst mit Aluminiumfolie aufgebaute Verbunde lassen sich bis 135 °C sterilisieren. Dabei ist jedoch zu beachten, dass bei LF- und LH-Klebstoffen, die auf der Basis aromatischer Isocyanate aufgebaut sind, beginnend ab 105 °C und steigend bis 135 °C Sterilisationszeit, die Hydrolyse der vernetzten Klebstoffschicht einsetzt und es zur Neubildung von primären aromatischen Aminen (PAA) kommt. Selbstverständlich spielt bei diesen Vorgängen die Sterilisationszeit eine entscheidende Rolle.
Gute Aussichten und nicht ersetzbar
LF- und LH-Kaschierkleber bieten durchaus Spielraum für weitere Optimierungen. Dabei müssen die Kaschierfolien für zukünftige Neuentwicklungen bei flexiblen Verpackungen den sich schnell verändernden Anforderungen im globalen Markt Rechnung tragen. Ein gutes Beispiel hierfür sind die modernen LH- und LF-Kaschierklebstoffe auf Basis aliphatischer Isocyanate. Sie sind auch bei hohen Temperaturen sterilisierbar (bis 135 °C) und zeigen eine überragende Füllgutbeständigkeit.
Können Extrusionskaschierung oder Blasfolienextrusion (z.B. Triple- Bubble) die klassische LH- oder LF-Kaschierung ersetzen? Dies ist eine häufig diskutierte Frage. Die Antwort darauf fällt eindeutig aus: In absehbarer Zeit wird dies nicht geschehen. Zwar lassen sich zum Beispiel Aluminiumverbunde mit der Extrusionskaschierung herstellen, doch wirtschaftlich sinnvoll ist dies nur bei entsprechenden Losgrößen. Zudem lassen sich Hochbarriereverbunde aus mit Siliziumoxid (SiOx) oder Aluminiumoxid (AlOx) bedampften Folien nicht mit Extrusionskaschierung oder Blasfolienextrusion herstellen. Außerdem ist der Kaschiervorgang mit LH – oder LF–Klebstoffen sehr flexibel, da sie die Produktion unterschiedlichster Substratverbunde ermöglichen. Ein weiterer Vorteil ist, dass die Investition in eine Kaschiermaschine sehr viel günstiger ist, als die in eine Anlage für Extrusionskaschierung oder Blasfolienextrusion.
Testservice:
Im Testservice Inno-Letter veröffentlichen wir News rund um Prüfungen für Folienverpackungen insbesondere die, die wir selber anbieten: http://www.innoform-testservice.de/tpages/benefit/qualitycontrol.php





-
Barriere-Verbundfolien – so gut wie nötig oder so gut wie möglich?
Am 11./12. September 2013 veranstaltet Innoform in Zusammenarbeit mit dem SKZ die
Barriere-Verbundfolien-Tagung in Würzburg.Barrierefolien werden immer leistungsstärker und die Anforderungen des Handels nach längeren Lieferzeiten immer höher. Was können Verbundfolien heute hinsichtlich Sperrwirkung leisten? Auch in diesem Jahr stellen wir wieder einige Neuerungen vor.
Aber der Trend zur Standardisierung und Kostensenkung hält an. Wie viel Barriere braucht ein Füllgut, und wie kann man Kosten sparen oder Sicherheit gewinnen, wenn das Barrieresystem optimiert ist?
Welche organischen und anorganischen Systeme sind etabliert und werden für welche Füllgüter eingesetzt? Welche Barriere braucht welches Lebensmittel? Wie kann ich Barriere berechnen – gibt es neue, handhabbare Tools? Wo gibt es Kosteneinsparpotenziale für Folienhersteller und Abpacker?
Das sind nur einige Fragen, auf die kompetente Referenten Antworten geben werden. Ziel ist es, Trends möglichst frühzeitig zu erkennen und Ihnen damit die Möglichkeit zu geben, rechtzeitig die “richtigen” Barriereverpackungen auf den Markt zu bringen. Nutzen Sie diesen Expertentreff im Zwei-Jahres-Rhythmus, um sich auf den neuesten Stand des Wissens zu bringen, Kontakte zu knüpfen und mit der Fachwelt ins Gespräch zu kommen.Infos zur Barriere-Verbundfolien-Tagung in Würzburg (Mittwoch/Donnerstag, 11. / 12. September 2013) finden Sie unter folgendem Link: http://sp.innoform.de
Weitere Innoform-Veranstaltungen finden Sie hier.
Innoform Testservice GmbH
Industriehof 3
26133 Oldenburg
www.innoform.de
TS@innoform.de -
Abpacken in flexiblen Verpackungen Teil 2.1: Schlüsselstellen bei vertikalen Form-, Füll- und Schließsystemen: Produktschutz
Abpacken in flexiblen Verpackungen im Form-, Fill- Seal-Prozess Folien, Maschinen und Qualitätssicherung
von Dr. Manfred Reichert
Kurzzusammenfassung: Aufbauend auf Teil 1 (Abpacken in flexiblen Verpackungen: Konzepte für vertikale Form-, Füll- und Schließsysteme (FFS)) werden die Schlüsselstellen in ihren Grundzügen dargestellt: Im Teil 2.1 wird hier zunächst auf Grundzüge der Produktschutzverfahren eingegangen. Stichworte: Begasungsverfahren, Evakuierverfahren, Kombinationen dieser beiden Verfahren, Aromaschutz-Ventile, z. B. für Kaffee
Am Schluss dieses Inno-Letters wird noch darauf verwiesen, mit welchen Themen sich die nachfolgenden Teile befassen werden.
Produktschutz
In diesem Rahmen kann lediglich auf die wichtigsten Grundzüge eingegangen werden.Produktschutz lässt sich definieren als Schutz vor chemischem, physikalischem und biologischem Verderb. Trockene Lebensmittel (unter denen die schüttfähigen Lebensmittel einen großen Anteil ausmachen) sind biologisch nicht gefährdet, wenn ihre Wasseraktivität unter der Gleichgewichtsfeuchte von 60% liegt. Deshalb sind „trockene Produkte“ nur noch durch mechanische Zerstörung, Substanzverlust, Lichtstrahleinwirkung und durch chemische Prozesse (v. a. Oxidation) bedroht.
Die Qualitätserhaltung trockener Lebensmittel durch Vakuum- und Schutzgaspackungen wirkt hier chemischen Langzeitschäden wie z. B. Oxidation entgegen. Lichtempfindliche Lebensmittel werden durch Sauerstoffentzug besser geschützt.
Bezüglich Produktschutzverfahren sind hier sowohl Evakuier- als auch Gasspülverfahren zu erwähnen, die auch kombinierbar sind. Beim Evakuierverfahren kommt das Produkt im ungünstigsten Fall unter Normaldruck (210 mbar = 21 % Sauerstoff) zur Verpackungsmaschine. (Quelle: K. Domke, neue Verpackung 1/94)
Zum Produktschutz bietet Bosch Packaging Technology verschiedene Verfahren wie Neutrafilter, Neutravac, Vacufin sowie Aromaschutzventile an.
Im Folgenden sind einige Grundlagen für Produktschutz und Ventile kurz dargestellt:
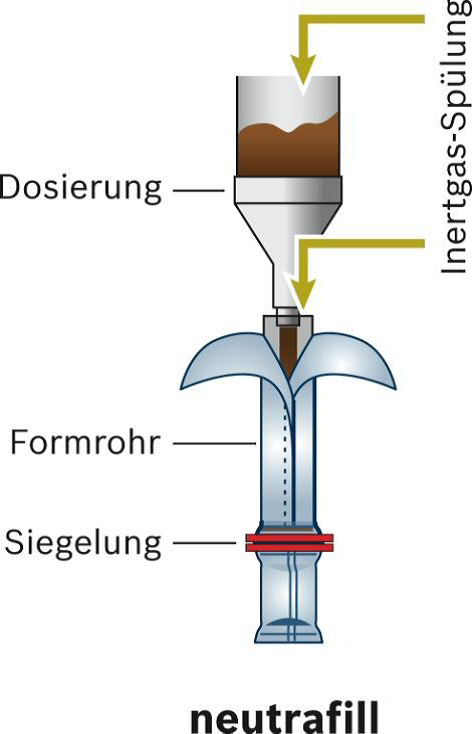
„Neutrafilter“: Hier handelt sich um eine Vorbegasung bei Schlauchbeutelmaschinen; der Restsauerstoffgehalt eines unter Normalatmosphäre geführten Produktes wird im Dosierer auf ca. 2 mbar reduziert. Gleichzeitig wird das Innere des Folienschlauches auf etwa den gleichen Wert gespült. Da bei der Abfüllung nur sehr wenig Außenluft hinzu gelangt, bleibt der Rest-Sauerstoffwert im geschlossenen Beutel auf diesem sehr niedrigen Niveau.
(Quelle: K. Domke, neue Verpackung 1/94)Das Neutrafill-Prinzip ist in der folgenden Abbildung kurz dargestellt:

Abb. 1: Produktschutzverfahren „Neutrafill“
(Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)„Neutravac“: Hier handelt es sich prinzipiell um eine Kombination aus Begasung (Schutzgas) und einer Teilevakuierung. Hintergrund: Der Markt verlangt oft harte Packungen. Dazu wird das Produkt zuerst unter Schutzgas abgefüllt und unmittelbar danach in der Becherkette evakuiert. Das Maschinenkonzept dafür muss also aus einer Vertikalschlauchbeutelmaschine mit anschließender Becherkette bestehen. Man erhält sehr harte Rechteckpackungen: raumsparend, stapelbar, und die Packungen sind vom Endverbraucher an ihrer Härte kontrollierbar. Man erhält Restsauerstoffwerte von etwa 0,5-1,0% in der geschlossenen Packung. Bei diesem Prinzip wird außerdem kein weiteres Verpackungsmaterial für eine glatte Außenhülle benötigt, da die Oberfläche der Einlagenpackung bereits glatt ist. Als Produktbeispiel können Kaffee, Nüsse, Kartoffelprodukte u. ä. genannt werden.(Quelle: K. Domke, neue Verpackung 1/94)
Das grundsätzliche „Neutravac-Prinzip“ (Kopf-Evakuierung der vorbegasten Packung) ist in der nachfolgenden Abbildung zu sehen:

Abb. 2: „Neutravac“ Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Der Vollständigkeit halber sei erwähnt, dass es daneben auch Evakuierung ohne Vorbegasung gibt („Vacufin“, siehe folgende Abbildung): Hier werden die Packungen in Kammern in einem Vakuumrad evakuiert. Dieses Prinzip wird jedoch in Dornradmaschinen eingesetzt.
Abb. 3: Kammer-Evakuierung (Quelle (Bild): Robert Bosch GmbH, Packaging Technology, Waiblingen)
Aromaschutz-Ventile:
Hintergrund:
Kaffee ist sehr sauerstoffempfindlich; frisch geröstete Kaffeebohnen geben 6 l Röstgas/kg Kaffee ab. Damit der Kaffee gleich nach dem Rösten ohne Qualitätsverlust verpackt werden kann und sich die Packung durch das Röstgas nicht aufbläht oder gar platzt, werden Aromaschutzventile auf die Packungen aufgebracht. Sie öffnen bereits bei einem Überdruck von wenigen mbar, lassen Röstgas aus der Packung entweichen und schließen dann wieder sauerstoffundurchlässig ab. Die „aromafin“-Ventile schützen vor Überdruck in luftdichten Packungen und machen dadurch die Zwischenlagerung von frisch geröstetem Kaffee überflüssig. Hierdurch wird Kontakt mit Sauerstoff vermieden, der Kaffee behält sein volles Aroma und Lagerkosten werden reduziert. Der Kaffee kann direkt nach dem Rösten verpackt werden und die Packung behält ihre gewünschte Form. Die Ventile sind kaum wahrnehmbar, funktionieren sehr zuverlässig, lebensmittelsicher. Sie sind an der Innen- oder Außenseite der Packung angebracht.
Hier hat Bosch ein weites Produktspektrum an außen und innen liegenden Ventilen mit den entsprechenden Applikatoren – geeignet für jeden Anwendungsfall. Die Bosch-Ventile haben einen reproduzierbaren, niedrigen Öffnungsdruck für eine entsprechende Verpackungsform im Verkaufsregal. Aufgrund der Ultraschweißtechnik ist die Siegelnaht des Ventils (nur bei innenliegendem Ventil) kaum sichtbar. Die Bosch-Applikatoren mit einer Leistung von bis zu 100 Beuteln/min zeigen höchste Prozesssicherheit (Effizienz) aufgrund verschiedener InLine-Überwachungen wie Sensoren für „Ventil vorhanden“ oder „Ventilfluid vorhanden“.
Einige Grundlagen zur Ventil-Funktion sind in der nächsten Abbildung „zu sehen“:

Abb. 4: Funktion des Aromaschutz-Ventils (Quelle: Robert Bosch GmbH, Packaging Technology, Waiblingen)
[Die Reihe wird fortgesetzt: In weiteren Teilen soll u. a. auf folgende Themenkomplexe eingegangen werden:
Teil 2.2.: Schlüsselstellen Siegel- und Schweißverfahren; weiter:
Trockene Füllgüter und beispielhafte Materialkombinationen und Spezifikationen; Qualitätskriterien und Qualitätssicherung (Material- und Beutelspezifikationen, praxisnahe Prüfmethoden, Dichtheitsprüfung) ]Wir hoffen, dass wir Ihnen hiermit hilfreiche Informationen geben konnten. Für Rückfragen und Feedback stehen wir gerne zur Verfügung:
Dr. Manfred Reichert, Parkstrasse 36/1, 73630 Remshalden, Tel. 07151-72354,

e-mail: m.reichert51@web.de
Mitglied von InnoNET-Partners
In Zusammenarbeit mit:
Industriehof 3

26133 Oldenburg
TS@innoform.de
-
“Drucken und Kaschieren” (Teil 1 von 8): Ein Überblick über häufig verwendete Synthetikfolien zum Drucken und Kaschieren
1. Teil: ORDNUNG IM BEZEICHNUNGSDURCHEINANDER von KARSTEN SCHRÖDER

Im vorliegenden, mehrteilig ausgelegten Beitrag wird ein Überblick über die marktüblichen Arten und Typen synthetischer Folien gegeben, die für die Kaschierung und das Drucken verwendet werden. Um den Rahmen der Darstellung nicht zu groß und damit unübersichtlich werden zu lassen, beschränkt sich die Betrachtung dieser Artikelserie auf Folien zur Herstellung von Lebensmittelverpackungen.
Der Markt für Verbundfolien in Deutschland
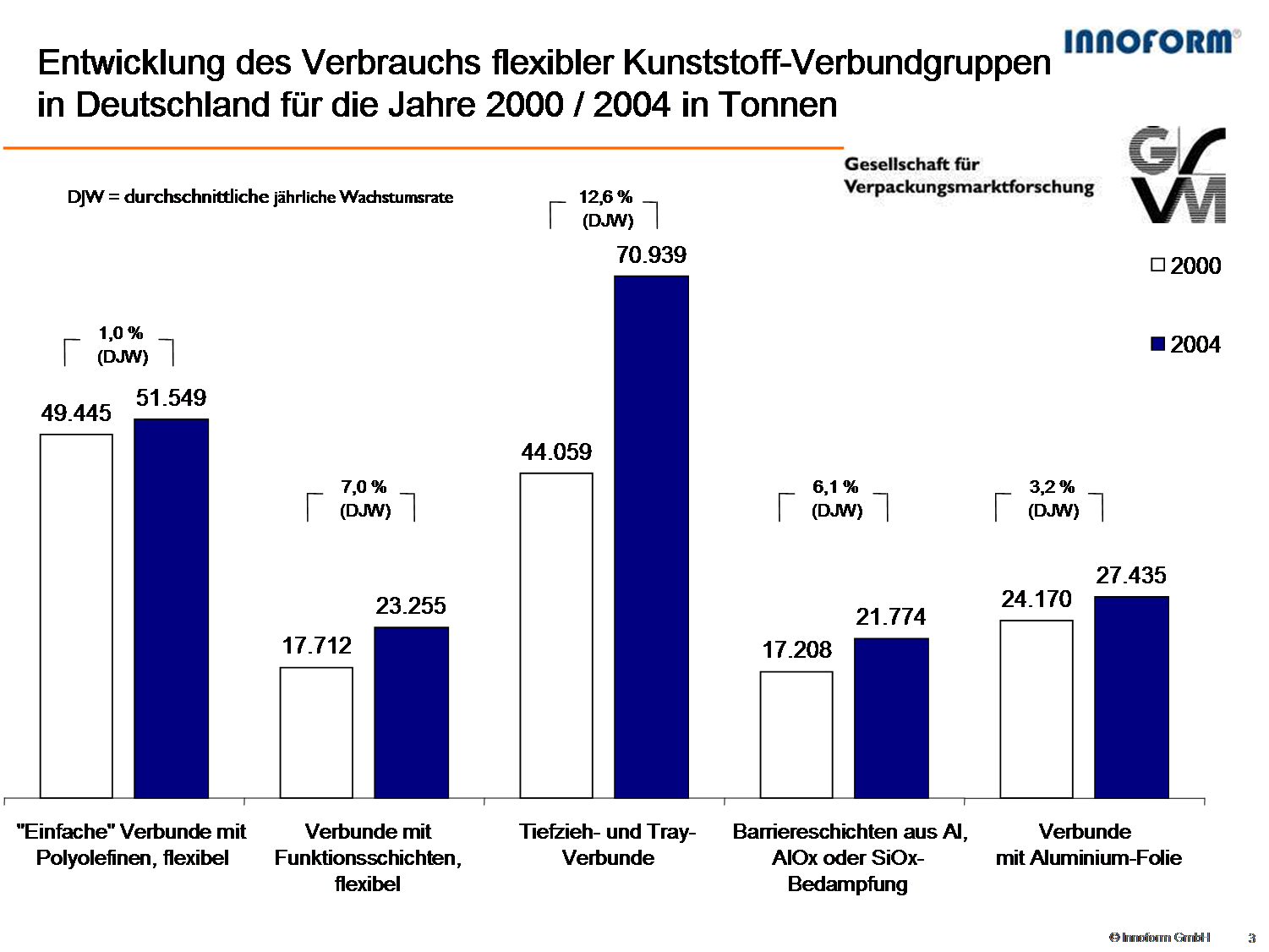
Viele verlässliche Indikatoren deuten darauf hin, daß der Markt für Verpackungsfolien auch in den kommenden Jahren weiter wachsen wird. Insbesondere Verbundfolien mit und ohne Barrierefunktion erfreuten sich bereits in den Jahren 2001-2004 eines besonderen Wachstums. Den größten Anteil daran hatten Verbundfolien, die als Thermoformfolien (= Tiefziehfolien) zum Einsatz kommen. Eine weitere starke Gruppe bilden die Barrierefolien, die sowohl mit als auch ohne Aluminiumschicht zur Verfügung stehen. Diese verschiedenen Verbundfolien können mit unterschiedlichen Arten und Typen von Folien verschiedenster Hersteller kaschiert und bedruckt werden (Tabelle 1).
Tabelle 1: Entwicklung des Verbrauchs flexibler Kunststoff-Verbundgruppen in Deutschland für die Jahre 2004/2004 (in to).(Quelle: Innoform; GVM Gesellschaft für Verpackungsmarktforschung)

Folienarten und Wachstumspotentiale
Folienarten bezeichnen im Kontext der Kaschierfolien die Klasse der für ihre Herstellung eingesetzten Rohstoffe. Dabei wird beispielsweise zwischen PET (Polyethylenterephtalat), PP (Polypropylen) oder PE (Polyethylen) unterschieden. Kaschierfolien sind Materialien, die im weiteren Verlauf ihrer Verarbeitung mit anderen Folien kaschiert werden sollen und sowohl bedruckt wie auch unbedruckt erhältlich sind und in verschiedenen Typen und Mischungen hergestellt werden. Angesichts der vielen, am Markt verfügbaren Produktvarianten wie auch der Forderung nach stabiler Verarbeitung in den verschiedensten Kaschier- und Druckprozessen müssen diese Folienmaterialien extrem robust sein.
Wie wird sich der Kunststoffverbrauch zur Herstellung von Kaschier- bzw. Druckträgerfolien für flexible Verpackungen in den kommenden Jahren entwickeln? Das Britische Marktforschungsunternehmen PCI Films Consulting führte eine diesbezügliche Studie für den Zeitraum 2006-2010 durch, deren Ergebnisse in Tabelle 2 aufgeführt sind.
Tabelle 2: Geschätzter Kunststoffverbrauch für flexible Verpackungen in Europa (2006-2011) (Quelle: PCI Films Consulting)

Auf der Grundlage dieser Werte ist klar erkennbar, daß Polyolef ine (PE und PP) einen besonders hohen Anteil einnehmen. Unterschieden wird hier zudem zwischen PP-C (= PP cast film = Gießfolie unverstreckt) und PP-BO (= PP biaxial orientiert). Bezüglich des Mengenwachtums sind insbesondere die PP-BO-Folien von besonderem Interesse.
Von entscheidender Bedeutung für die künftige Produktentwicklung sind jedoch zweifellos die Zuwachsraten der jeweiligen Materialien zur Herstellung flexibler Verpackungen (Tabelle 3).
Tabelle 3: Geschätzter Zuwac hs des Kunststoffverbrauchs für flexible Verpackungen in Europa (2006 b is 2011). (Quelle: PCI Films Consulting)

Die stärksten Zuwächse liegen im Bereich »other f ilms«. Dabei handelt es sich um Folienverbunde aus verschiedenen Werkstoffen oder nicht eigens genannte Folientypen. Speziell dieser nicht näher spezifizierten Produktgruppe wird der größte Zuwachs vorhergesagt, während die Gruppe der PET-BO-Materialienebenfalls stark wachsen wird. Diese Zuwächse gehören mit zu den Gründen, warum immer mehr Unternehmen die Herausforderung der Folienkaschierung annehmen möchten.
Die Nomen klatur von Folien
Bei der Erstellung der weltweit gültigen Norm DIN EN ISO 1043-1 wurde auch das Ziel verfolgt, Benennungsregeln aus anderen Kunststoff- und Chemiefachgebieten auf die Folienindustrie zu übertragen. Diese schon 2001 erschienene Norm ist jedoch noch weitgehend unbekannt und wird daher kaum angewandt, obwohl sie über das unbestreitbare Potential verfügt, Ordnung ins Bezeichnungsdurcheinander zu bringen.Auf der Grundlage dieser Norm wird wieder auf die traditionelle Vorgehensweise zurückgegriffen, materialspezifischen Buchstaben groß zu schreiben. Beispiele hierfür sind:
• PVC = Polyvinylchlorid
• PE = Polyethylen
• PP = Polypropylen
• PS = Polystyrol
• PLA = Polymilchsäure
Sind die Eigenschaften von Werkstoffe auf bestimmte Verarbeitungsschritte zurückzuführen, so werden diese in Großbuchstaben mit Bindestrich getrennt, der Werkstoffbezeichnung nachgestellt. Als Beispiel sei hier die biaxiale Orientierung genannt, ein aufwendiger Prozeß, der die Eigenschaften des jeweiligen Materials spürbar verändert:
• PP-BO = biaxial orientiertes Polypropylen
• PET-BO = biaxial orientiertes Polyethylenterephtalat
• PP-BO = biaxial orientiertes Polypropylen
• PA-BO = biaxial orientiertes Polyamid
Gäbe es eine monoaxial verstreckte Folie aus Polyethylenterephtalat, so müßte diese entsprechend als PET-MO bezeichnet werden.
Weitere werkstoffliche Eigenschaften, die im Materialnamen genannt werden, sind beispielsweise PE-LLD (= Polyethylen linear low density/linear niedrigdichtes Polyethylen). Würde eine solche Folie biaxial verstreckt, so müßte sie entsprechend der oben genannten Norm PE-LLD-BO genannt werden.
Für die nachfolgend genannten Folientypen hat sich allerdings noch keine einheitliche Sprach- und Schreibweise durchgesetzt:
• PET-BO met. = biaxial orientiertes und metallisiertes Polyethylenterephtalat
• PET-BO AlOx= biaxial orientiertes, mit transparentem Aluminiumoxid beschichtetes Polyethylenterephtalat
• PET-BO SiOx= biaxial orientiertes, mit transparentem Siliziumoxid beschichtetes Polyethylenterephtalat
• PET-BO x oder x PET-BO = biaxial orientiertes, mit PVDC beschichtetes Polyethylenterephtalat
Entsprechendes gilt für andere Substrate/Polymere wie beispielsweise:
• PP-BO geschäumt (expandiert)
• PP-BO Acryl-lackiert
• PP-BO PVOH-lackiert
Angefügte Zahlen benennen die Anzahl der Kohlenstoffatome in einer Monomereinheit eines jeden Monomers bzw. Co-Monomers. Vor diesem Hintergrund bezeichnet beispielsweise PA 6 eine Monomereinheit mit sechs Kohlenstoffatomen (NH-(CH2)5-CO), während PA 66 zwei Monomereinheiten mit unterschiedlicher Struktur aber beide mit sechs C-Atomen bezeichnet (NH-(CH2)6-NH-CO-(CH2)4-CO). Das letztere Material wird aus HMD (Hexamethylendiamin) und Adipinsäure hergestellt und entsteht durch eine Polykondensation unter Wasserabspaltung.
Verschiedene Folienklassen
• Monofolien
Aus einer Materialschicht hergestellte Folien werden üblicherweise als Monofolien bezeichnet. Dieser Begriff hat sich mittlerweile gegen die gelegentlich ebenfalls verwendete Bezeichnung Solofolie allgemein durchgesetzt.
• Verbundfolien
– Coextrudierte Verbundfolien
Dabei handelt es sich um Folientypen, die in einem Verfahrensschritt durch die sinnvolle Kombination verschiedener Materialschichten hergestellt werden und über, durch die jeweiligen Materialarten vorbestimmte Eigenschaften verfügen. Als Klassiker in diesem Bereich gilt die Coex-Verbundfolie aus weiß und schwarz eingefärbten PE-LD und PE-LLD für die Herstellung von Produkten wie beispielsweise Torfverpackungen.
– Kaschierte Verbundfolien
Dabei handelt es sich um Folientypen, die entweder inline oder durch einen separaten Arbeitsschritt durch Klebstoffauftrag miteinander verbunden werden. Derart hergestellte Folienverbunde oder Verbundfolien haben deutlich andere Eigenschaften als Coex-Folien. Deshalb schlägt der Autor eine entsprechende sprachliche Unterscheidung vor: kaschierte Verbundfolien oder LF (=lösemittelfrei) kaschierte oder extrusionskaschierte Verbundfolien. Nicht verwendet werden sollte der Ausdruck »Folienverbünde«, da es sich in diesem Zusammenhang nicht um »Verbündete« sondern um miteinander verbundene Materialien handelt.(wird fortgesetzt)
Dienstleistungen rundum die Folie
Innnoform besteht aus den Schwesterunternehmen Innoform GmbH (Testservice und Consulting) in Oldenburg/D und Innoform Coaching GbR in Hasbergen bei Osnabrück/D.
Die Innoform Consulting beschäftigt sich mit Fragen der Folientechnologie mit Schwerpunkt Lebensmittelverpackungen. Dabei wird versucht dem Kunden fundierte Antworten im Hinblick auf lebensmittelrechtliche Belange, technologische Produktionsprobleme oder Folienentwicklungen zu geben. In diesem Zusammenhang ist das Erstellen von Gutachten und lebensmittelrechtlichen Konformitätserklärungen gepaart mit Spezifikationen ein wesentliches Instrument.Das Leistungsspektrum von Innoform Testservice umfaßt das Aufzeigen von Verpackungslösungen, Folienanalytik, Schadensanalyse sowie qualitätssichernde Maßnahmen (z. B. überprüfung). Seit Mai 2007 ist der Testservice nach DIN EN ISO/ IEC 17025 akkreditiert.
Innoform Coaching organisiert öffentliche Workshops, Tagungen und das jährliche Inno-Meeting.Innoform auf

Kontakt:
Innoform GmbH Testservice
Industriehof 3,
26133 Oldenburg
TS@innoform.de -

Innoform auf Xing: Was erwartet Sie in der XING-Gruppe rund um “Sichere Folienverpackungen”?
Das ganze Netzwerk der Innoform GmbH, die Experten für Folienprüfung, die Verpackungsbranche sowie alle, die Teil der Folienindustrie sind, sollen in Zukunft von den Innoform-Aktivitäten im Social Media Bereich, und zwar besonders durch die Innoform XING-Gruppe
 profitieren; vor allem von dem Wissen über Folien, Verpackungen und sichere Lebensmittel, von der Interaktion zwischen den Gruppenmitgliedern sowie von exklusivem Informationsaustausch über Folienverpackung und die Verpackungsindustrie.
profitieren; vor allem von dem Wissen über Folien, Verpackungen und sichere Lebensmittel, von der Interaktion zwischen den Gruppenmitgliedern sowie von exklusivem Informationsaustausch über Folienverpackung und die Verpackungsindustrie.Mit der Xing-Gruppe „Sichere Folienverpackungen“ bieten wir den Verpackungsspezialisten, Branchenexperten sowie Innoform interessierten Menschen neben unserer Webseite (www.innoform.de) eine interaktive Plattform. In der Gruppe findet man alles rund um sichere Folien, Kunststoff-Folien, Verpackungen, sichere Lebensmittelverpackung, exklusive Fachbeiträge zum Thema Folien und vieles mehr und kann Ideen und Fachwissen austauschen.
Wie Sie in wenigen Schritten auf die Gruppe für sichere Folienverpackung gelangen und die Vorteile effektiv nutzen können, beschreiben wir in den folgenden 2 Abschitten:
I. WIE WERDE ICH MITGLIED DER INNOFORM-GRUPPE?
II. DIE GRUPPE AUS SICHT DER GRUPPENMITGLIEDER
Dabei werden die wichtigsten Funktionen der Gruppen-Seite erklärt und u.a. folgende Fragen beantwortet:
– Wie suche/finde ich die Gruppe?
– Wie werde ich Mitglied in der „Innoform-Gruppe“?
– Wo finde ich News und einzelne Foren-Themen?
– Wie/Wo schreibe ich Beiträge?
– Wie lade ich Mitglieder in die Gruppe ein?
– etc.I. WIE WERDE ICH MITGLIED DER INNOFORM-GRUPPE?
1. Schritt: Auf XING anmelden (http://www.xing.com/)

2. Schritt: Wie/Wo finde ich die Innoform-Gruppe?
1. In die Suchleiste oben rechts „Innoform“ eingeben und ENTER
2. Auf „Gruppen“ klicken
3. Auf Gruppen-Namen „Sichere Folienverpackungen“ klicken und zur Übersicht gelangen
3. Schritt: Wie werde ich Mitglied der Gruppe?
 Um alle Vorteile der Gruppe genießen zu können, sich über sichere Folien, Verpackungen und News aus der Verpackungsbranche zu informieren und sich mit anderen Mitgliedern auszutauschen, muss man zunächst Mitglied werde n (kostenlos). Nachdem Sie (siehe 3. in Grafik oben) auf den Namen der Gruppe oder das Logo geklickt haben, gelangen Sie zur “Über-diese-Gruppe”-Seite. Dort, wie der Name bereits sagt, stehen erstens Infos über unsere Gruppe und zweitens können Sie auf der rechten Seite den Antrag auf Mitgliedschaft in die Innoform-Gruppe stellen: einfach auf “Jetzt Mitglied werden” klicken.
Um alle Vorteile der Gruppe genießen zu können, sich über sichere Folien, Verpackungen und News aus der Verpackungsbranche zu informieren und sich mit anderen Mitgliedern auszutauschen, muss man zunächst Mitglied werde n (kostenlos). Nachdem Sie (siehe 3. in Grafik oben) auf den Namen der Gruppe oder das Logo geklickt haben, gelangen Sie zur “Über-diese-Gruppe”-Seite. Dort, wie der Name bereits sagt, stehen erstens Infos über unsere Gruppe und zweitens können Sie auf der rechten Seite den Antrag auf Mitgliedschaft in die Innoform-Gruppe stellen: einfach auf “Jetzt Mitglied werden” klicken.
II. DIE GRUPPE AUS SICHT DER GRUPPENMITGLIEDER
 Auf der Startseite der Gruppe finden Sie zunächst 3 Reiter:
Auf der Startseite der Gruppe finden Sie zunächst 3 Reiter:
– Startseite
– Foren &
– Gruppenmitglieder.
Aktuelle Meldungen rund um Folien und Verpackungen finden Sie direkt als erstes unter “News” (einfach rechts auf > Mehr klicken um alle bisherigen News-Einträge zu finden).
Direkt darunter folgen die „Zuletzt diskutierte Themen in dieser Gruppe“ (die letzten/aktuellen Einträge und Beiträge der Gruppenmitglieder).
Nach dem letzten neuen Beitrag finden Sie den “Externen RSS-Feed”, der Informationen rund um aktuelle Innoform Veranstaltungen und vieles mehr liefert (einfach eine Veranstaltung anklicken und mehr erfahren).Welche Themen werden in den FOREN der Innoform-Gruppe diskutiert?
Unsere „Foren“, wo alle Mitglieder Beiträge schreiben können sowie bestehende Beiträge kommentieren und Fragen
dazu stellen können, beinhalten zur Zeit folgende Themen:– NEWS
– VERANSTALTUNGEN & TRAININGS
– PUBLIKATIONEN
– REFERENTEN & EXPERTEN
– PRÜFMETHODEN / TESTSERVICE
– MITGLIEDER UNSERER GRUPPEWie schreiben Sie einen Beitrag?

Wenn Sie einen neuen Beitrag/Artikel in einem Forum der Innform-Gruppe schreiben möchten, klicken Sie den Reiter “Foren” und wählen Sie das für Sie interessante Forum aus, in dem Sie den Artikel schreiben möchten, zum Beispiel unter PUBLIKATIONEN das Forum „Fachartikel und Inno-Letter”. Innerhalb des jeweiligen Forums haben Sie in der rechten Spalte die Option “Neues Thema erstellen“, womit Sie eine neue Diskussion eröffnen können.
Wie laden Sie Ihre Kontakte und andere Mitglider in die Gruppe ein?
Kontakte, andere XING-Mitglieder und auch Personen, die noch nicht bei XING registriert sind, können Sie selbst in die Gruppe für Sichere Folienverpackungen einladen. Dafür gibt es verschiedene Möglichkeiten:Einladung direkt über die Gruppe:
1. Einfach die Startseite der Innoform-Gruppe aufrufen
2. Oben rechts auf: „Optionen“ => „in Gruppe einladen“: dann öffnet sich ein Formular (siehe Grafik unten), in dem Sie Ihre Kontakte einzeln oder per E-mail (bis zu 500 Leute) einladen können
Einladung über das Profil der Person
1. Das Profil der Person, die Sie in die Gruppe einladen möchten, aufrufen
2. Oben rechts unter Optionen auf „mehr“ klicken. Dann „In eine Gruppe einladen” auswählen und das Formular ausfüllen
3. Die Person erhält auf XING eine Einladung mit einem Link zur Gruppe und kann einfach beitretenEinladung via Statusmeldung Eine weitere Option, Mitglieder auf die Gruppe aufmerksam zu machen, besteht darin, dass Sie in Ihrer XING Statusmeldung mit einem Link zur Gruppe darauf hinweisen. Zum Beispiel wie folgt:
„Werden Sie Mitglied in unserer Gruppe „Sichere Folienverpackungen” https://www.xing.com/net/pri832c1fx/innoform/Die Innoform XING-Gruppe ist seit dem 31.05.2011 vertreten und hat bereits über 480 Mitglieder (Stand 16.08.2011). Nutzen Sie jetzt die Gelegenheit, die Innoform-Gruppe kennen zu lernen. Genießen Sie exklusiven Informationsaustausch über Folienverpackung und die Verpackungsindustrie.
Wir freuen uns auf unsere neuen Mitglieder!
Ihr Innoform Moderatoren TEAM
Karsten Schröder: www.xing.com/profile/Karsten_Schroeder14
Matthias Bösel: www.xing.com/profile/Matthias_Boesel2
Wilma Igelbrink: www.xing.com/profile/Wilma_Igelbrink
Karen van Wüllen: www.xing.com/profile/Karen_vanWuellenUnsere Webseite finden Sie unter: www.innoform.de




{kind=link}