You will give a presentation during the 5th European stand-up pouch conference. What is the basic premise of your presentation?
When using the US sealing technolgoy, the best possible quality level for the head seam is guaranteed in the field of SUP packagings. At the same time, potentials to reduce the costs will be created and the output will be increased.
Ultrasonic sealing for SUP can verifiably improve the quality of your production, as far as the quality of the head seam is concerned.
The ultrasonic sealing technology has proved to be the standard sealing technology for many SUP applications.
The digital ultrasonic generator with its interfaces, measurement values and options for an automated adaptation to the changing environmental influences is the basis for industry 4.0 packaging processes.
Future one-layer SUP get better sealed by ultrasonic than by thermal sealing technologies.
What kind of audiences do you hope for and why?
Food packers who are responsible for the production processes and quality; those, who develop packagings; manufacturers of packagings and packaging materials; product manager for packaging lines.
Realisation of potentials of the ultrasonic technology for the improvement of the sealing quality.
Early integration of the ultrasonic technology when qualifying the packaging materials and packagings.
Wow effect of higher benefits for the final customers and differentiation offer new chances in the market.
How do you estimate the development of the pouches (SUP) relating to your activities?
The positive development of the SUP as packaging type confirms our strategy to continue the development and marketing of the main competence in the field of the SUP head seam.
The ultrasonic technology has established as sealing for the critical head seam as it is often moistened with the product, and is no longer used as alternative but as standard today.
The request to optimize the packaging processes leads to an increasing number of modifications in the market from thermal sealing technologies to ultrasonic sealing.
The manufacturers of packagings and packaging materials have realised the meaning of ultrasonic sealing and optimise their product for the ultrasonic sealing technology. The collaboration between manufacturers of packagings and packaging materials and specialists in ultrasonic sealing has been effected.
The demand for quality-related data and intelligent supervision of sealing processes increases.
Complete solutions from one source – the demand for ultrasonic sealing modules is more and more required.
What are your recommendations to a brand owner who is going to start with pouches?
Identify in time the intended advantages of the US sealing for your production.
Define the quality requirements and test methods for the SUP head seam und trust in the experience of your ultrasonic specialists.
Bring the right people together and give them time and resources to gain a good quality.
Which innovations are of the greatest interest to you, especially in the flex pack market – disregarding the SUP?
The trend of using aluminium free packaging material will widen the requirements of the sealing technology. High speed packaging machines for large orders and the flexibility of these machines will determine the flexible packaging market. This will lead to changing requirements such as reliable sealing systems for short sealing times or continuous operation with high flexibility. Packaging material having a weight-reduced basis such as foamed plastics or material using less polymer and having an ecological base and functional layers will become more popular.
Sie tragen auf der 5. Standbeutelkonferenz von Innoform vor.Was ist die Kernaussage Ihres Beitrages?
Durch den Einsatz der U/S-Siegeltechnologie wird im Bereich der
SUP-Verpackung ein höchstmögliches Qualitätsniveau für die Kopfnaht sichergestellt bei gleichzeitiger Schaffung von Kostensenkungspotentialen und Erhöhung der Ausbringung.
Ultraschallsiegeltechnologie für SUP kann nachweislich die Qualität Ihrer Produktion, bezogen auf die Siegelnahtqualität der Kopfnaht, verbessern.
Ultraschallsiegeltechnologie hat sich für viele SUP-Anwendungen zur Standardsiegeltechnologie entwickelt.
Der digitale Ultraschallgenerator mit seinen Schnittstellen, Messwerten und Optionen zur automatisierten Anpassung an sich verändernde Umgebungseinflüsse ist die Basis für Industrie 4.0-Verpackungsprozesse.
Zukünftige Einstoff-SUP lassen sich mit Ultraschall einfacher siegeln als mit Wärmekontaktverfahren.
Welche Zuhörerschaft wünschen Sie sich und warum?
Verantwortliche für Produktionsprozesse und Qualität bei Lebensmittelabfüllern, Verpackungsentwickler, Packstoff- und Packmittelhersteller, Produktmanager für Verpackungsanlagen
Potentiale der Ultraschallsiegeltechnologie für die Verbesserung der Siegelnahtqualität erkennen
Frühzeitige Einbeziehung der Ultraschallsiegeltechnologie in die Qualifizierung der Packstoffe und Packmittel.
Wow-Effekt höherer Endkundennutzen und Differenzierung bieten neue Chancen im Markt.
Wie schätzen Sie insgesamt die Entwicklung des Standbodenbeutels (SUP) bezogen auf Ihr Tätigkeitsgebiet ein?
Die positive Entwicklung des SUP als Verpackungsform bestätigte unsere Strategie, die Kernkompetenz im Bereich der SUP-Kopfnaht weiter zu entwickeln und zu vermarkten.
Die Ultraschallsiegeltechnologie hat sich für die Siegelung der kritischen, da oft produktbenetzten, Kopfnaht etabliert und wird heute nicht mehr als Alternative, sondern als Standard eingesetzt.
Der Wunsch nach Optimierung von Verpackungsprozessen führt zu einer steigenden Anzahl von Umrüstungen im Markt von Wärmekontakt auf Ultraschallsiegelung.
Packstoff- und Packmittelhersteller haben die Bedeutung der Ultraschallsiegelung erkannt und optimieren ihre Produkte für das Ultraschallsiegelverfahren. Der Schulterschluss zwischen Packstoff-/Packmittelhersteller und Ultraschallspezialist ist erfolgt.
Der Wunsch nach qualitätsrelevanten Daten und intelligenter Überwachung der Siegelprozesse steigt.
Komplettlösungen aus einer Hand – Ultraschall-Siegelmodule werden immer stärker nachgefragt.
Was empfehlen Sie einem Markeninhaber, der mit Pouches starten möchte?
Identifizieren Sie frühzeitig die angestrebten Vorteile der U/S-Siegelung für Ihre Produktion.
Legen Sie die Qualitätsanforderungen und Prüfmethoden für die SUP-Kopfnaht fest und vertrauen Sie auf die Erfahrung Ihres Ultraschallspezialisten.
Bringen Sie die richtigen Leute an einen Tisch, geben Sie dem Team Zeit und Ressourcen, um gute Qualität zu erzielen.
Welche Innovationen bewegen Sie zur Zeit besonders im Flexpack Markt – abgesehen vom SUP?
Der Trend zu alufreien Packstoffen wird die Anforderungen an die Siegeltechnologie erhöhen.
High-Speed-Verpackungsanlagen für große Stückzahlen auf der einen und hochflexible Verpackungsanlagen auf der anderen Seite werden den Markt bestimmen. Daraus ergeben sich Anforderungen an zuverlässige Siegelverfahren für kurze Siegelzeiten oder kontinuierlichen Betrieb, aber auch mit hoher Flexibilität.
Packstoffe auf Basis gewichtsreduzierter wie zum Beispiel geschäumter Kunststoffe sowie Packstoffe mit niedrigem Polymeranteil und ökologischen Trägern und Funktionsschichten werden den Markt erobern.
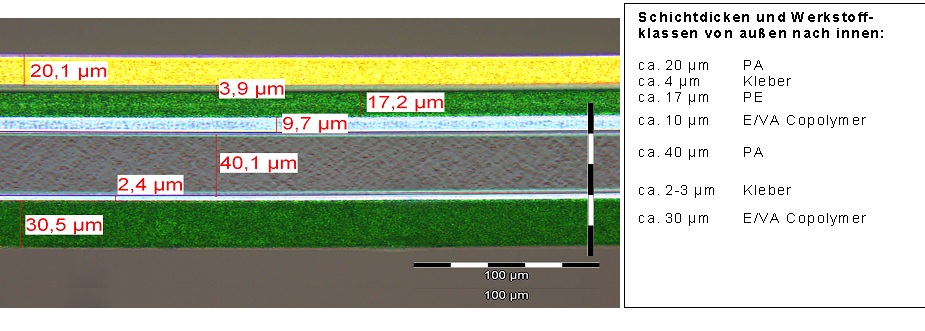
Das Joint Research Centre (JRC) hat auf seiner Website einen Leitfaden zur Materialanalyse von Verpackungsfolien veröffentlicht: Der Schwerpunkt liegt auf der Trennung mehrschichtiger Folien und der Identifikation unterschiedlicher Polymere. Zusätzlich beschreibt der Leitfaden, welche Polymere bei Lebensmittelverpackungen gewöhnlich Anwendung finden, welche Eigenschaften sie haben und für welche Zwecke sie bei Lebensmittelverpackungen geeignet sind.
Materialanalysen von mehrschichtigen Folien, Kunststoffverpackungsmaterialien und Verbundfolien sind neben einer Vielzahl an Prüfmethoden eine Kernkompetenz des Innoform Testservice Labors in Oldenburg. Anhand von Mikrotomquerschnitten, thermoanalytischen Messungen (z. B. DSC) und IR-spektroskopischen Analysen erhalten die Kunden ein komplettes Bild über ein unbekanntes Folienmaterial.
Ermittelt werden können z. B. die Anzahl der Schichten und Schichtdickenverteilungen von mehrschichtigen Gebilden sowie die Werkstoffart und, wenn erforderlich, durch ergänzende Analysen Füllstoffe bzw. Additive. Die Untersuchungstiefe (1. Stufe z. B. PE, 2. Stufe PE-LLD Typ Buten) und damit der Kostenaufwand kann dabei entsprechend der Erfordernisse angepasst werden.
Aufträge können online angekündigt werden. Sie sind sich nicht sicher, welche Prüfung die richtige ist? Hier sind die Kontaktdaten des Testservice-Labors:
Als UV-Beständigkeit wird im täglichen Sprachgebrauch der mit Folienfragen Beschäftigten zumeist die Materialbeständigkeit einer Folie bei Lagerung im Freien angesehen. Eine Lagerung im Freien umfasst neben der Einwirkung des UV-Anteils des Sonnenlichtes naturgemäß viele weitere alterungsrelevante Einflüsse, wie z.B. die Einwirkung von Nässe, Temperaturschwankungen, Schadstoffen, Wind, etc. Dass nicht all diese Einflussgrößen in einem einzigen Laborversuch simuliert werden können ist naheliegend und daher auch Bestandteil der Einleitungstexte diverser Normen zu diesem Thema (siehe z.B. E DIN EN ISO 4892-1:2014-03, Seite 4[1]).
Die zeitraffende Alterung einer Folie durch UV- Licht, z.B. unter Verwendung gefilterter Xenonbogenstrahlung, stellt somit lediglich einen Teilaspekt der Beständigkeit gegen Freibewitterungseinflüsse dar. Die Überprüfung der UV- Beständigkeit auf Basis von zeitraffenden Bestrahlungsversuchen mit Xenonbogenstrahlung kann daher schon aus diesem Grunde lediglich eine grobe Abschätzung des möglichen Verhaltens unter realen Freibewitterungsbedingungen erlauben.
Der Vollständigkeit halber sei erwähnt, dass man von Gerätebewitterung statt Gerätebestrahlung spricht, wenn die Proben während der Bestrahlung zusätzlich in festgelegten Zyklen mit Wasser besprüht werden.
2 Situation in der Praxis
Die UV- Beständigkeit spielt bei vielen Anwendungen von Folien im Außenbereich eine entscheidende Rolle. Gesicherte Aussagen zur Beständigkeit von Kunststofffolien unter Praxisbedingungen lassen sich, o.g. Aussagen folgend, nur aus Freibewitterungsversuchen unter Realbedingungen ermitteln. Freibewitterungsversuche sind langwierig und werden daher in der Praxis nur selten, z.B. in Form von Fallstudien zur Validierung und Verifizierung von Gerätebestrahlungsversuchen, durchgeführt.
In der täglichen Praxis der Folienhersteller und Anwender stellt sich häufig die Frage nach einer Möglichkeit zur schnelleren und reproduzierbaren Beurteilung der UV- Beständigkeit von Kunststofffolien zum Zwecke einer orientierenden Abschätzung der möglichen Beständigkeit gegen Freibewitterungseinflüsse. Typischerweise finden die Ergebnisse Verwendung zur Bewertung von Produktionsversuchen und Neubemusterungen, Materialvergleichen oder zur Bearbeitung von Schadensfällen.
In der täglichen Praxis bei Innoform GmbH Testservice handelt es sich dabei überwiegend um Materialien, die für Freibewitterungszeiträume von einem halben Jahr, einem Jahr oder zwei Jahren vorgesehen sind. Die Beurteilung von Folien mit längerer Beständigkeit wird seltener nachgefragt.
Eine bewährte Methode ist die bereits genannte künstliche Bestrahlung nach DIN EN ISO 4892-2[2] in Laborgeräten mit Xenonbogenstrahlung. Die Beurteilung der Alterung der Proben nach Bestrahlung erfolgt z.B. anhand physikalisch technologischer Kennwerte, die vergleichend an unbestrahlten und bestrahlten Proben durchgeführt werden, z.B. in Form von Zugversuchen nach DIN EN ISO 527-3[3]. Als Schädigungskriterium wird häufig eine Veränderung des jeweiligen Kennwertes um mehr als 50 % bezogen auf den Ausgangswert herangezogen, wobei dieses als Faustformel gilt und auch andere Festlegungen angewendet werden.
Neben der Festlegung einer geeigneten Prüfmethode sowie des Schädiguzngskriteriums stellt dabei die Festlegung der zur Simulation der unter Freilandbedingungen einwirkenden UV-Belastung heranzuziehenden Laborbestrahlungsparameter eine schwierige Problematik dar. Es gilt einen praktikablen Kompromiss aus der Beschleunigung der Alterung, resp. Laufzeit des Laborversuches und Übertragbarkeit der Ergebnisse auf die Praxis zu finden.
Ich werde im Folgenden zunächst auf die Abschätzung der unter Freilagerung zu erwartenden Globalstrahlung („Bestrahlungsdosis“) sowie im Weiteren dann auf die daraus ableitbaren Versuchsbedingungen für die künstliche Bestrahlung eingehen.
3 Auslegung von Gerätebewitterungsversuchen
3.1 Abschätzung der UV- Belastung (Dosis) bei der
vorgesehenen Freilandlagerung anhand
von Globalstrahlungsdaten
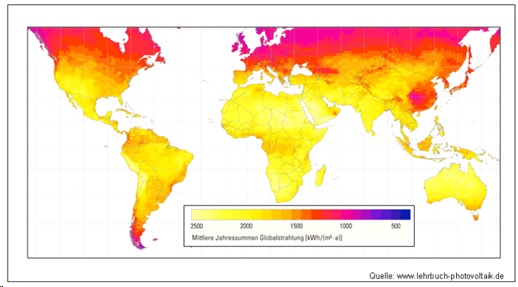
Unter Globalstrahlung versteht man vereinfacht, die gesamte senkrecht auf die Erdoberfläche einfallende Solarstrahlung mit einem Spektralbereich von ca. 300- 3000 nm. Die Jahressumme der Globalstrahlung schwankt international gesehen sehr stark. In Deutschland liegen diese Werte in der Größenordnung von ca. 900 – 1.200 kWh/m², in Spanien bei ca. 2.000 kWh/m², in der Sahara bei ca. 2.500 kWh/m².
(Anmerkung:1000 kWh/m² entsprechen ca. 86 Kilolangley, bzw. 3600 MJ/m²)
Zur Auslegung von Gerätebestrahlungen empfiehlt sich zunächst eine grobe Ermittlung der zu erwartenden Jahresbestrahlung im geplanten Einsatzgebiet.
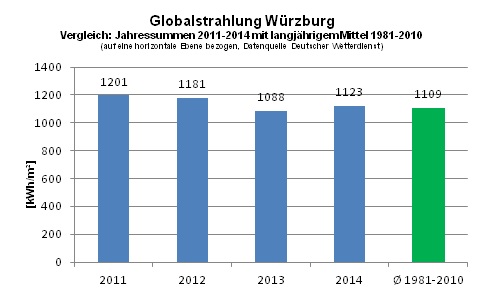
Wie untenstehende beispielhafte Auflistung der Jahresmittelwerte der Station Würzburg des DWD für die Jahre 1981– 2010 zeigen, treten erwartungsgemäß Schwankungen der Jahresmittelwerte auf. Diese liegen beim vorliegenden Beispiel im Bereich von ca. 10 %. Diese Schwankungen sind hinsichtlich der Auslegung der Gerätebestrahlung unserer Ansicht nach nicht relevant.
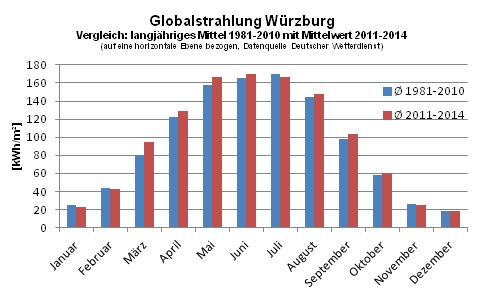
Betrachtet man den Jahreslauf der Monatsmittelwerte für obiges Beispiel, so zeigen sich wesentlich größere Abweichungen durch die jahreszeitlichen bedingten Schwankungen. Diese sind bei der Auslegung von Gerätebestrahlungsversuchen zur Simulation kürzerer Freibewitterungszeiträume (< 2 Jahre) unbedingt relevant.
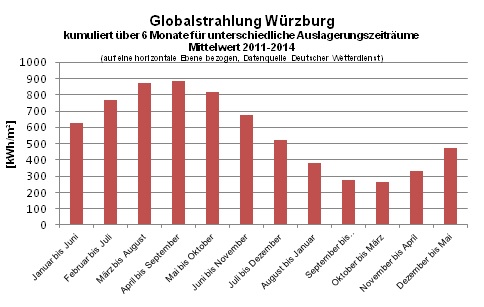
Der Auslagerungszeitpunkt kann eine wesentliche Rolle bei der Auslegung von Gerätebestrahlungen von Folien für einjährige Freilagerung (Jahresfolien) spielen. Wie die folgende Grafik der monatlich kumulierten Werte unseres Beispiels zeigt, hat eine Folie bei Auslagerung Anfang Januar bereits im Oktober praktisch die gesamte Jahresdosis „gesehen“.
Dieses kann zur Folge haben, dass ein UV-initiierter Alterungsprozess zu diesem Zeitpunkt im Herbst durch widrige Wettereinflüsse, wie starke Temperaturschwankungen, Wind oder Schlagregen zu einer vorzeitigen Schädigung einer Jahresfolie führen kann.
Bei der Auslegung von unterjährigen UV-Beständigkeiten stellt sich die Frage des Auslagerungszeitpunktes in besonderem Maße. Wie die kumulierten Ergebnisse für halbjährlich zu erwartende Bestrahlungsdosen zeigen, wirkt sich der Zeitpunkt der Auslagerung maßgeblich auf die Globalstrahlungsdosis aus, die ein Produkt während der Freibewitterung sieht. So kann ein Produkt bei Auslagerung im Frühjahr bereits nach einem halben Jahr ca. 80-90 % der Jahresdosis gesehen haben.
Zur Auslegung und Bewertung künstlicher Bestrahlungen bzw. Bewitterungen (Bestrahlung mit zusätzlichem Feuchteeinfluss, z.B. Besprühen mit Wasser) orientiert man sich an Globalbestrahlungsdaten für den relevanten Ort der Freibewitterung. Unter Berücksichtigung des vorgesehen Auslagerungszeitraums und des Auslagerungspunktes kann die Summe der zu erwartenden Globalstrahlung, also die Globalstrahlungsdosis, für den gesamten Freibewitterungszeitraum errechnet werden.
Diese Globalstrahlungsdosis dient als Grundlage zur Auslegung der Gerätebestrahlung, also in der Praxis zur Festlegung der Gerätelaufzeit bei einer definierten Strahlerleistung.
3.2 Festlegung der Gerätelaufzeit für eine festgelegte
Strahlerleistung zur Simulation einer
Freibewitterungsalterung durch
Sonnenlicht / UV- Strahlung
Die zur Auslegung von Gerätebewitterungen ermittelte Globalstrahlungsdosis bezieht sich, wie oben gesagt, in der Regel auf einen Spektralbereich von ca. 300- 3000 nm.
Das in unserem Hause eingesetzte Gerät Q-SUN der Fa. Q-LAB arbeitet mit Xenonbogenstrahlern, die den Spektralbereich von ca. 270 -800 nm emittieren. Durch Filterung wird der im natürlichen Sonnenlicht nicht enthaltene Anteil der kurzwelligen UV-Anteile unterhalb von 270 nm eliminiert. Zusätzliche Filter erlauben die Simulation von Globalstrahlung hinter Fensterglas
(ab 320 nm).
Die Bestrahlungsstärke E [W/m²] im Gerät wird gemäß DIN EN ISO 4892-22 mit einem UV- Sensor im Wellenlängenintervall 300 – 400 nm geregelt. Aus E [W/m²] und der Bestrahlungszeit in Stunden [h] ergibt sich die Bestrahlung (-sdosis) [kWh/m²] für den genannten Spektralbereich.
Aufgrund der unterschiedlichen Spektralbereiche unterscheiden sich naturgemäß auch die Zahlenwerte für den jeweiligen Energieeintrag. Zum Vergleich der Energieeinträge der Globalstrahlung mit denen der Gerätebestrahlungen müssen also die jeweiligen Energieanteile der Spektralbereiche errechnet werden.
In Ermangelung von Produktnomen für Folien mit eindeutigen Vorgaben für Gerätebestrahlungen zur Simulation definierter Freibewitterungszeiträume greift man zum Zwecke eines ersten abschätzenden Vergleiches auf die in E DIN EN ISO 4892, Anhang C1 genannte CIE- Publikation Nr. 85:1989 zurück.
Im dort definierten Sonnenspektrum (300- 2450 nm) beträgt der für die Kunststoffalterung maßgebliche Anteil der UV- Strahlung (ca. 300- 400 nm) 6,8 %. Auf Basis der in DIN EN ISO 4892-22 Anhang B empfohlenen Strahlerleistung von 60 W/m² für den Spektralbereich von 300- 400 nm ergeben sich z.B. Gerätelaufzeiten von rund 1000 h zur Simulation der Globalstrahlungsdosis eines Jahres in Deutschland bzw. Mitteleuropa.
Bei der Übertragung der Ergebnisse auf die Freilandbewitterung ist allerdings zu bedenken, dass der UV- Anteil der Globalstrahlung zwar einen wesentlichen Einfluss auf die Freibewitterungsbeständigkeit von Folien haben kann, es sich aber, wie bereits erwähnt, nur um einen Teilaspekt der Materialbeanspruchungen unter Freibewitterungsbedingungen handelt. Dieser alleine kann zu erheblichen Materialschädigungen und sogar zum Totalausfall führen. Andere Einflussgrößen wie Niederschlag, Tauwasser, Wind, Temperatur, Abgasemissionen etc. spielen aber eine nicht zu unterschätzende Nebenrolle und sind der Überprüfung mittels Gerätebewitterung nicht ohne weiteres zugänglich.
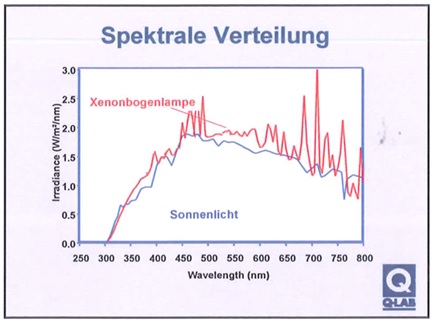
Zudem ist zu berücksichtigen, dass die Gerätebewitterung z.B. nach DIN EN ISO 4892-22 mit gefilterter Xenonbogenstrahlung das Sonnenlichtspektrum im Bereich von 300- 800 nm im Vergleich zu anderen Methoden, z.B. DIN EN ISO 4892-3[4] (UV- Leuchtstofflampen) und ISO 4892-4[5] (offene Kohlebogenlampen) zwar vergleichsweise gut nachahmt, die Spektren aber bei genauerem Hinsehen Abweichungen aufweisen, wie untenstehendes Abbildung zeigt.
(Quelle: Schulungsunterlagen, Q-LAB Deutschland GmbH, www.Q-Lab.com)
Aufgrund der Komplexität ist es nachvollziehbar, dass z.B. gemäß DIN EN ISO 4892-11 sogenannte „Zeitraffungsfaktoren“, also direkte Korrelationsfaktoren zwischen Gerätebestrahlungen und Freibewitterung, als wenig empfehlenswert angesehen werden. Die Alterungsgeschwindigkeit beim praktischen Einsatz in der Freibewitterung kann erheblich von derartigen Zeitraffungsfaktoren, berechnet auf der Basis des Vergleiches von Globalstrahlungsdaten und Gerätebestrahlungsdaten, abweichen.
4 Fazit
Eine einfache, allgemeingültige Arithmetik zum Errechnen von maximalen Freibewitterungszeiträumen aus Gerätebewitterungsdaten ist wohl kurzfristig nicht in Sicht.
Dieses zeigt sich auch im Fehlen entsprechender Vorgaben in den einschlägigen Normen. Hier sei zu erwähnen, dass derzeit In einigen Normungsvorhaben betreffend Folien für den Agrarbereich Anstrengungen bestehen, entsprechende Vorgaben festzulegen.
Zur Beurteilung und Spezifizierung der Freibewitterungsstabilität von Kunststofffolien stellt die Gerätebestrahlung mit Xenonbogenstrahlung nach DIN EN ISO 4892-11 trotzdem ein pragmatisches Mittel dar. Es lassen sich reproduzierbare und objektiv überprüfbare Vergleichswerte anhand genormter Laborkennwerte (z.B. Zugversuch, Glanz, etc.) ermitteln, die z.B. zur Qualitätsüberwachung oder Überprüfung vereinbarter Qualitäten geeignet sind.
Klaus Behringer, Innoform GmbH, Januar 2016
[1] E DIN EN 4892-1:2014-03 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 1: Allgemeine Anleitung (ISO/DIS 4892-1:2014);Beuth- Verlag, Berlin
[2] DIN EN ISO 4892-2:2013-06 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 2: Xenonbogenlampen, Beuth- Verlag, Berlin
[3] DIN EN ISO 527-1:2012-06 Kunststoffe–Bestimmung der Zugeigenschaften–Teil 1: Allgemeine Grundsätze, Beuth- Verlag, Berlin
[4] DIN EN ISO 4892-3:2015-11 Kunststoffe – Künstliches Bestrahlen oder Bewittern in Geräten – Teil 3: UV-Leuchtstofflampen, Beuth- Verlag, Berlin
[5] ISO 4892-4:2013-07 Titel (deutsch):Kunststoffe – Bestrahlungsverfahren mit Laboratoriumslichtquellen – Teil 4: Offene Kohlenbogenlampen, Beuth- Verlag, Berlin