Seit Ende Oktober 2016 bietet die Innoform Testservice GmbH allen angemeldeten Usern so volle Preistransparenz. Kunden und Interessenten haben schon seit langem die Möglichkeit, unter www.innoform.de Untersuchungsanfragen zu stellen und Prüfaufträge zu erteilen. Nun wird zusätzlich ein verbindliches Kostenangebot in Echtzeit angezeigt. Dieses gilt für nahezu alle Prüfungen, die im Bereich Kunststoff-/Folienverpackungen angeboten werden. Dabei werden Mengenstaffelungen ebenso berücksichtigt wie besondere Parametereinstellungen, also z. B. die Prüfung des Zugversuches bei – 40 °C, anstelle der Standardprüfung bei + 23 °C.
Die beiden Innoform-Geschäftsführer Karsten Schröder und Klaus Behringer sehen darin einen Meilenstein der Web-Integration von Geschäftsprozessen direkt zwischen Auftraggeber und Auftragnehmer. Bei der Prüfauftragserteilung über das WEB-Portal werden alle eingegebenen Daten direkt in den Prüfauftrag übernommen. Da der Innoform Testservice für die meisten Prüfungen praxiserprobte Standardprüfungen anbietet, reduzieren sich Fehler und Zeitverzögerungen, wie sie durch manuelle Eingaben entstehen könnten.
Innoform verfolgt seit Jahren konsequent die Einbindung moderner Medien. So sind neben der Angebotsberechnung auch ein Permeationsrechner und ein Überschlagsrechner für die beschleunigte Alterung von Kunststoffverpackungen online verfügbar.
Zunehmender Beliebtheit erfreut sich auch die SML-Substanz-Suche. Diese ermöglicht auf einfache Weise die Suche nach Substanzen, für die eine Migrationsprüfung angeboten werden kann. Zurzeit sind über 500 gesetzlich geregelte und anderweitige Substanzen verfügbar.
Kontakt:
Innoform Testservice GmbH
Sie erhalten als Einsteiger ins Folienverpackungsgeschäft einen praxisbezogenen Überblick über unterschiedliche Verbundfolien sowie deren Charakterisierung und Prüfung. Im Vordergrund stehen Anwendungen und Einsatzzwecke in der Verpackungsindustrie. In Praxisteilen und im Labor lernen Sie die Eigenschaften anhand von Folienmustern und einfachen Laborprüfungen kennen. Gearbeitet wird in kleinen Gruppen, um auf individuelle Fragen und Wünsche eingehen zu können. Fach-, Kunden- und Lieferantengespräche können nach diesem Workshop mit mehr Kompetenz bewältigt werden. Eigene Muster können mitgebracht werden.
Flexible Folienverpackungen sind heutzutage aus dem Alltag nicht mehr weg zudenken und weiterhin auf dem Vormarsch. Aufgezeigt werden Zahlen, Daten und Fakten zu den verwendeten Materialien sowie ein Überblick über typische Anforderungsprofile für verschiedene Produktgruppen und Verpackungsformen. Abgerundet wird der Vortrag mit Hinweisen zu rechtlichen Situationen sowie aktuellen Trends und Entwicklungen im Verpackungsbereich.
Welche Folien verwendet man als Druckträger?
Welche Materialien eignen sich für Barriereschichten?
Wie sind typische Siegelschichten zusammengesetzt?
Antworten und Lösungen werden in diesem Kapitel aufgezeigt und Unterschiede zwischen einzelnen Folientypen bzw. Rohstoffen aufgezeigt. Ergänzt wird dies mit Handmustern, um die typischen Folieneigenschaften und Unterschiede zwischen den Folientypen zu “erfühlen”
Die Grundlagen des Verpackungsdrucks und schwerpunktmäßig Kaschierung werden in diesem Kapitel behandelt.
Welche Möglichkeiten der Verbundherstellung bestehen und welche Einflußfaktoren existieren in der Praxis, die eine unterschiedliche Verbundqualität bewirken ?
Eigene (aktuelle) Erfahrungen / Anwendungsfälle der Teilnehmer können (sollen) eingebracht werden Zielsetzung ist weiterhin ein Einblick und Verständnis in die Wechselwirkung zwischen verschiedenen Materialien und Produktionsprozessen.
Die Teilnehmer erhalten einen Überblick über typische Prüfungen, (z.B. mechanische Prüfungen, Permeationsmessungen) und deren Aussagekraft in der Praxis. Anhand von Mustern und Laborvorführungen werden die Prüfmethoden vertieft.
Welche Prüfungen sind bei welchen Folienanwendungen sinnvoll ?
Wo bestehen die Grenzen bei den einzelnen Methoden ?
Aufgezeigt werden an Beispielen typische Verbundfolien für ausgewählte Anwendungen.
In Gruppenarbeit erarbeiten die Teilnehmer Verbundstrukturen, die anschließend vorgestellt und erläutert werden. Die Gruppentätigkeit soll die “theoretischen” Inhalte vertiefen und die Teilnehmer in die Lage versetzen eigenständig Folienkombinationen zu “entwerfen”.
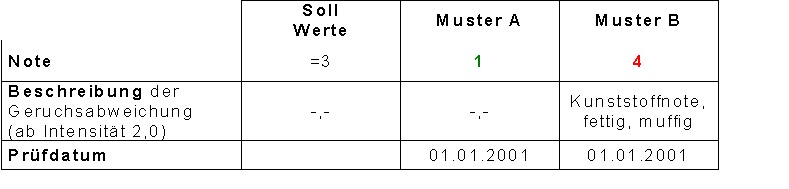
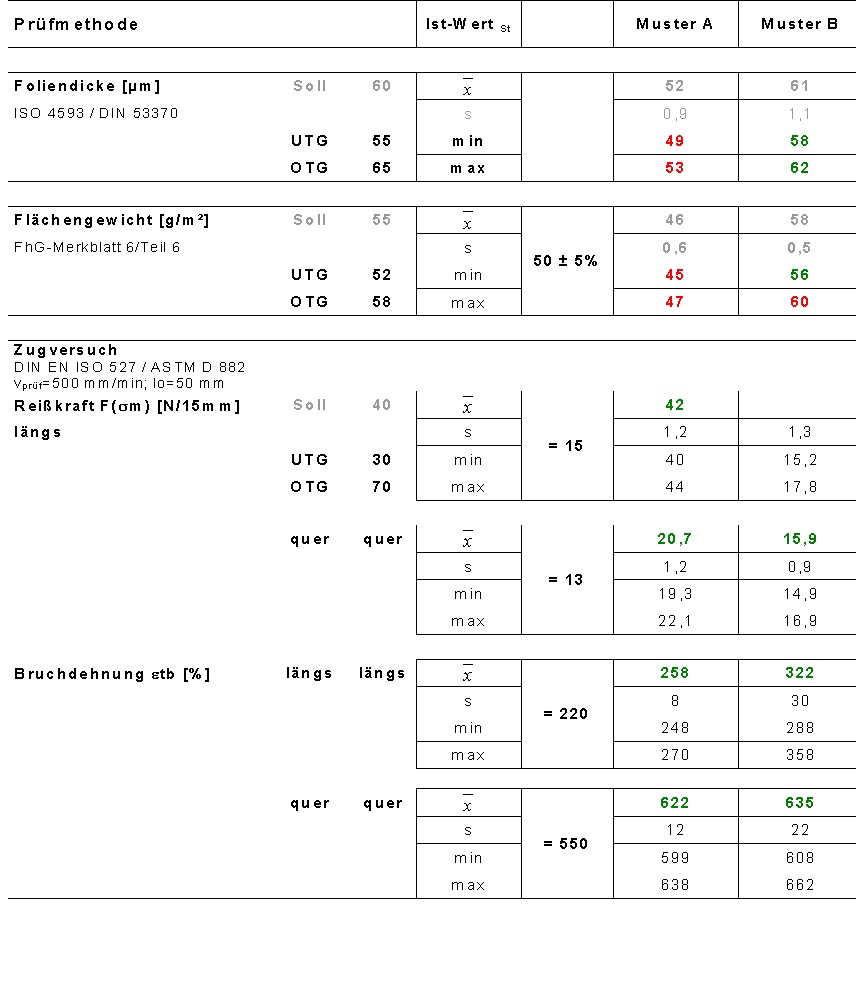
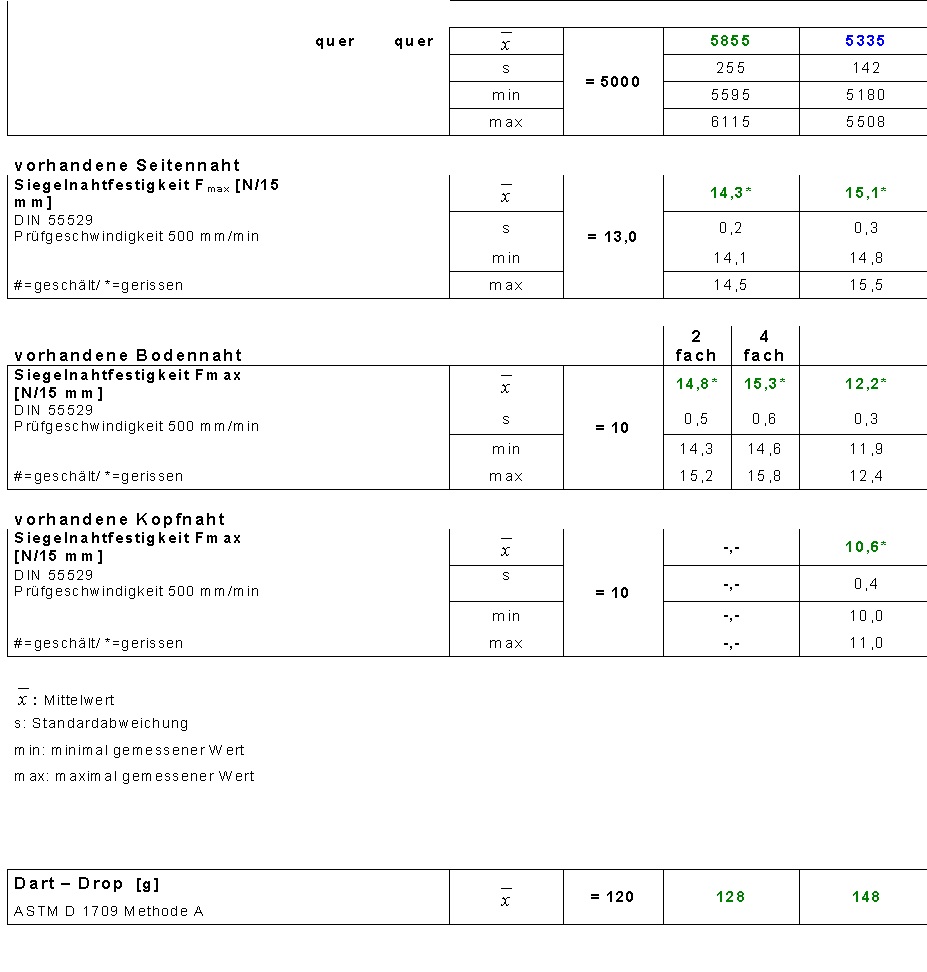
Muster A: Es liegen alle Messergebnisse innerhalb der in der Spezifikation geforderten Werte.
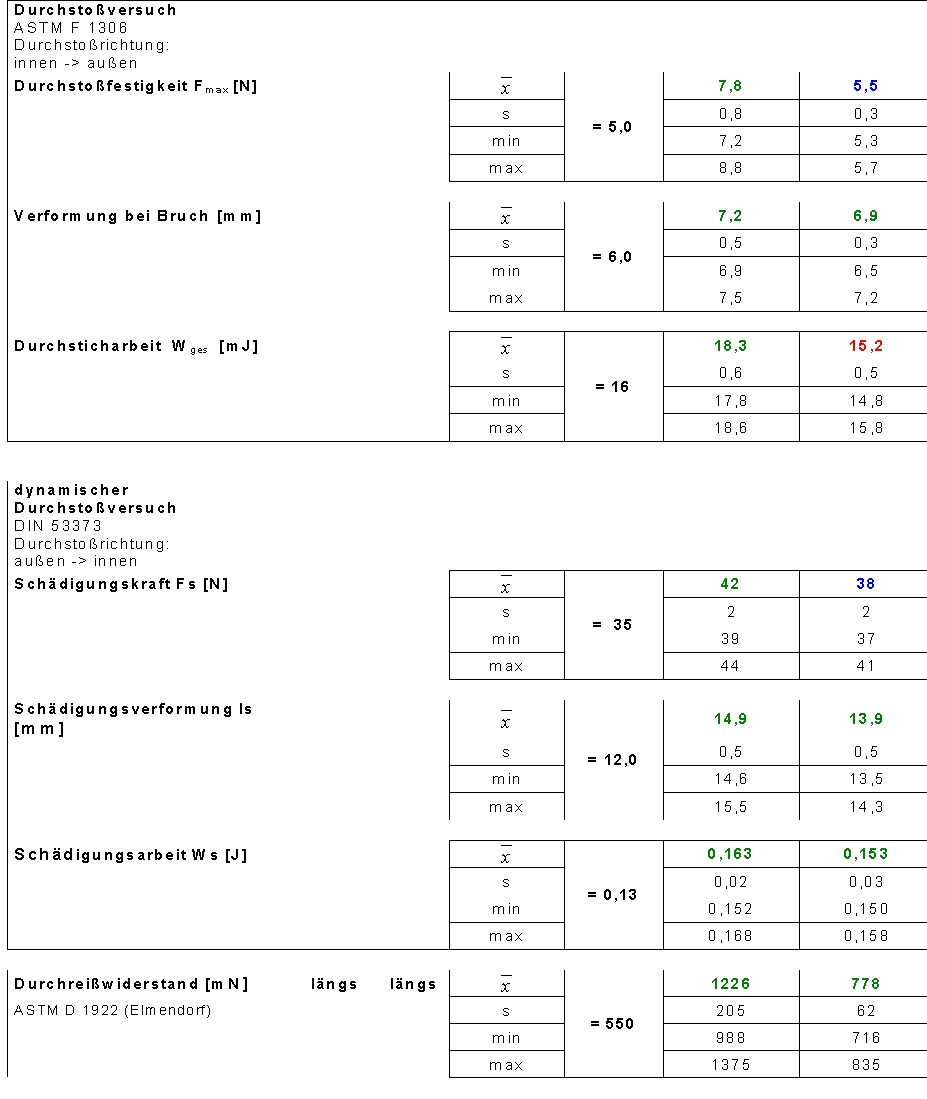
Muster B: Die sensorischen Eigenschaften sowie die Reißkraft, die Durchstoßfestigkeit (ASTM F 1306), die Durchsticharbeit Wges (ASTM F1306), die Schädigungskraft (DIN 53373) und der Durchreißwiderstand in Querrichtung liegen außerhalb der in der Spezifikation geforderten Werte.
Muster C: Die Foliendicke, das Flächengewicht, die Reißkraft, die Bruchdehnung sowie die Kennwerte der Durchstoßfestigkeiten nach ASTM F 1306 und nach DIN 53373 liegen außerhalb der in der Spezifikation geforderten Werte.
1 Prüfung auf Geruchsabweichung nach DIN 10 955
1.1 Durchführung:
Kreisausschnitte mit einer Fläche von je 1 dm² werden in 1000 ml Weithalsglasflaschen mit Kegelschliffstopfen gegeben. Damit die gesamte Fläche des Probenmaterials der umgebenden Luft zugänglich ist, werden die Kreisausschnitte mittig gefaltet und locker in das Glas gegeben. Die Lagerung der Proben erfolgt in den verschlossenen Gefäßen bei 23°C für 20±2 h im Dunkeln. Nach der Lagerung werden die Flaschen geöffnet und von den Probanden berochen.
Als UV-Beständigkeit wird im täglichen Sprachgebrauch der mit Folienfragen Beschäftigten zumeist die Materialbeständigkeit einer Folie bei Lagerung im Freien angesehen. Eine Lagerung im Freien umfasst neben der Einwirkung des UV-Anteils des Sonnenlichtes naturgemäß viele weitere alterungsrelevante Einflüsse, wie z.B. die Einwirkung von Nässe, Temperaturschwankungen, Schadstoffen, Wind, etc. Dass nicht all diese Einflussgrößen in einem einzigen Laborversuch simuliert werden können ist naheliegend und daher auch Bestandteil der Einleitungstexte diverser Normen zu diesem Thema (siehe z.B. E DIN EN ISO 4892-1:2014-03, Seite 4[1]).
Die zeitraffende Alterung einer Folie durch UV- Licht, z.B. unter Verwendung gefilterter Xenonbogenstrahlung, stellt somit lediglich einen Teilaspekt der Beständigkeit gegen Freibewitterungseinflüsse dar. Die Überprüfung der UV- Beständigkeit auf Basis von zeitraffenden Bestrahlungsversuchen mit Xenonbogenstrahlung kann daher schon aus diesem Grunde lediglich eine grobe Abschätzung des möglichen Verhaltens unter realen Freibewitterungsbedingungen erlauben.
Der Vollständigkeit halber sei erwähnt, dass man von Gerätebewitterung statt Gerätebestrahlung spricht, wenn die Proben während der Bestrahlung zusätzlich in festgelegten Zyklen mit Wasser besprüht werden.
2 Situation in der Praxis
Die UV- Beständigkeit spielt bei vielen Anwendungen von Folien im Außenbereich eine entscheidende Rolle. Gesicherte Aussagen zur Beständigkeit von Kunststofffolien unter Praxisbedingungen lassen sich, o.g. Aussagen folgend, nur aus Freibewitterungsversuchen unter Realbedingungen ermitteln. Freibewitterungsversuche sind langwierig und werden daher in der Praxis nur selten, z.B. in Form von Fallstudien zur Validierung und Verifizierung von Gerätebestrahlungsversuchen, durchgeführt.
In der täglichen Praxis der Folienhersteller und Anwender stellt sich häufig die Frage nach einer Möglichkeit zur schnelleren und reproduzierbaren Beurteilung der UV- Beständigkeit von Kunststofffolien zum Zwecke einer orientierenden Abschätzung der möglichen Beständigkeit gegen Freibewitterungseinflüsse. Typischerweise finden die Ergebnisse Verwendung zur Bewertung von Produktionsversuchen und Neubemusterungen, Materialvergleichen oder zur Bearbeitung von Schadensfällen.
In der täglichen Praxis bei Innoform GmbH Testservice handelt es sich dabei überwiegend um Materialien, die für Freibewitterungszeiträume von einem halben Jahr, einem Jahr oder zwei Jahren vorgesehen sind. Die Beurteilung von Folien mit längerer Beständigkeit wird seltener nachgefragt.
Eine bewährte Methode ist die bereits genannte künstliche Bestrahlung nach DIN EN ISO 4892-2[2] in Laborgeräten mit Xenonbogenstrahlung. Die Beurteilung der Alterung der Proben nach Bestrahlung erfolgt z.B. anhand physikalisch technologischer Kennwerte, die vergleichend an unbestrahlten und bestrahlten Proben durchgeführt werden, z.B. in Form von Zugversuchen nach DIN EN ISO 527-3[3]. Als Schädigungskriterium wird häufig eine Veränderung des jeweiligen Kennwertes um mehr als 50 % bezogen auf den Ausgangswert herangezogen, wobei dieses als Faustformel gilt und auch andere Festlegungen angewendet werden.
Neben der Festlegung einer geeigneten Prüfmethode sowie des Schädiguzngskriteriums stellt dabei die Festlegung der zur Simulation der unter Freilandbedingungen einwirkenden UV-Belastung heranzuziehenden Laborbestrahlungsparameter eine schwierige Problematik dar. Es gilt einen praktikablen Kompromiss aus der Beschleunigung der Alterung, resp. Laufzeit des Laborversuches und Übertragbarkeit der Ergebnisse auf die Praxis zu finden.
Ich werde im Folgenden zunächst auf die Abschätzung der unter Freilagerung zu erwartenden Globalstrahlung („Bestrahlungsdosis“) sowie im Weiteren dann auf die daraus ableitbaren Versuchsbedingungen für die künstliche Bestrahlung eingehen.
3 Auslegung von Gerätebewitterungsversuchen
3.1 Abschätzung der UV- Belastung (Dosis) bei der
vorgesehenen Freilandlagerung anhand
von Globalstrahlungsdaten
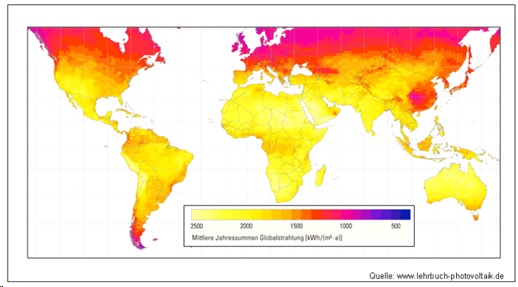
Unter Globalstrahlung versteht man vereinfacht, die gesamte senkrecht auf die Erdoberfläche einfallende Solarstrahlung mit einem Spektralbereich von ca. 300- 3000 nm. Die Jahressumme der Globalstrahlung schwankt international gesehen sehr stark. In Deutschland liegen diese Werte in der Größenordnung von ca. 900 – 1.200 kWh/m², in Spanien bei ca. 2.000 kWh/m², in der Sahara bei ca. 2.500 kWh/m².
(Anmerkung:1000 kWh/m² entsprechen ca. 86 Kilolangley, bzw. 3600 MJ/m²)
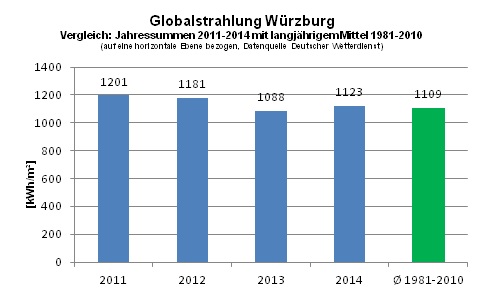
Zur Auslegung von Gerätebestrahlungen empfiehlt sich zunächst eine grobe Ermittlung der zu erwartenden Jahresbestrahlung im geplanten Einsatzgebiet.
Wie untenstehende beispielhafte Auflistung der Jahresmittelwerte der Station Würzburg des DWD für die Jahre 1981– 2010 zeigen, treten erwartungsgemäß Schwankungen der Jahresmittelwerte auf. Diese liegen beim vorliegenden Beispiel im Bereich von ca. 10 %. Diese Schwankungen sind hinsichtlich der Auslegung der Gerätebestrahlung unserer Ansicht nach nicht relevant.
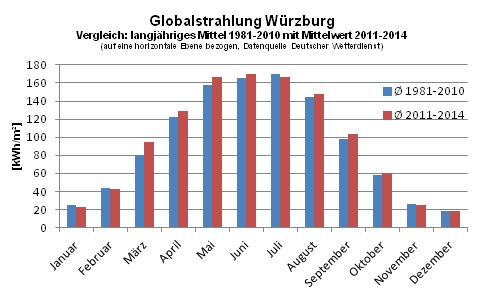
Betrachtet man den Jahreslauf der Monatsmittelwerte für obiges Beispiel, so zeigen sich wesentlich größere Abweichungen durch die jahreszeitlichen bedingten Schwankungen. Diese sind bei der Auslegung von Gerätebestrahlungsversuchen zur Simulation kürzerer Freibewitterungszeiträume (< 2 Jahre) unbedingt relevant.
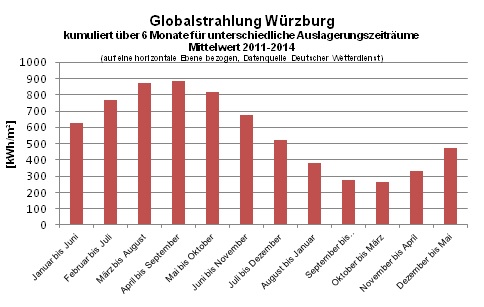
Der Auslagerungszeitpunkt kann eine wesentliche Rolle bei der Auslegung von Gerätebestrahlungen von Folien für einjährige Freilagerung (Jahresfolien) spielen. Wie die folgende Grafik der monatlich kumulierten Werte unseres Beispiels zeigt, hat eine Folie bei Auslagerung Anfang Januar bereits im Oktober praktisch die gesamte Jahresdosis „gesehen“.
Dieses kann zur Folge haben, dass ein UV-initiierter Alterungsprozess zu diesem Zeitpunkt im Herbst durch widrige Wettereinflüsse, wie starke Temperaturschwankungen, Wind oder Schlagregen zu einer vorzeitigen Schädigung einer Jahresfolie führen kann.
Bei der Auslegung von unterjährigen UV-Beständigkeiten stellt sich die Frage des Auslagerungszeitpunktes in besonderem Maße. Wie die kumulierten Ergebnisse für halbjährlich zu erwartende Bestrahlungsdosen zeigen, wirkt sich der Zeitpunkt der Auslagerung maßgeblich auf die Globalstrahlungsdosis aus, die ein Produkt während der Freibewitterung sieht. So kann ein Produkt bei Auslagerung im Frühjahr bereits nach einem halben Jahr ca. 80-90 % der Jahresdosis gesehen haben.
Zur Auslegung und Bewertung künstlicher Bestrahlungen bzw. Bewitterungen (Bestrahlung mit zusätzlichem Feuchteeinfluss, z.B. Besprühen mit Wasser) orientiert man sich an Globalbestrahlungsdaten für den relevanten Ort der Freibewitterung. Unter Berücksichtigung des vorgesehen Auslagerungszeitraums und des Auslagerungspunktes kann die Summe der zu erwartenden Globalstrahlung, also die Globalstrahlungsdosis, für den gesamten Freibewitterungszeitraum errechnet werden.
Diese Globalstrahlungsdosis dient als Grundlage zur Auslegung der Gerätebestrahlung, also in der Praxis zur Festlegung der Gerätelaufzeit bei einer definierten Strahlerleistung.
3.2 Festlegung der Gerätelaufzeit für eine festgelegte
Strahlerleistung zur Simulation einer
Freibewitterungsalterung durch
Sonnenlicht / UV- Strahlung
Die zur Auslegung von Gerätebewitterungen ermittelte Globalstrahlungsdosis bezieht sich, wie oben gesagt, in der Regel auf einen Spektralbereich von ca. 300- 3000 nm.
Das in unserem Hause eingesetzte Gerät Q-SUN der Fa. Q-LAB arbeitet mit Xenonbogenstrahlern, die den Spektralbereich von ca. 270 -800 nm emittieren. Durch Filterung wird der im natürlichen Sonnenlicht nicht enthaltene Anteil der kurzwelligen UV-Anteile unterhalb von 270 nm eliminiert. Zusätzliche Filter erlauben die Simulation von Globalstrahlung hinter Fensterglas
(ab 320 nm).
Die Bestrahlungsstärke E [W/m²] im Gerät wird gemäß DIN EN ISO 4892-22 mit einem UV- Sensor im Wellenlängenintervall 300 – 400 nm geregelt. Aus E [W/m²] und der Bestrahlungszeit in Stunden [h] ergibt sich die Bestrahlung (-sdosis) [kWh/m²] für den genannten Spektralbereich.
Aufgrund der unterschiedlichen Spektralbereiche unterscheiden sich naturgemäß auch die Zahlenwerte für den jeweiligen Energieeintrag. Zum Vergleich der Energieeinträge der Globalstrahlung mit denen der Gerätebestrahlungen müssen also die jeweiligen Energieanteile der Spektralbereiche errechnet werden.
In Ermangelung von Produktnomen für Folien mit eindeutigen Vorgaben für Gerätebestrahlungen zur Simulation definierter Freibewitterungszeiträume greift man zum Zwecke eines ersten abschätzenden Vergleiches auf die in E DIN EN ISO 4892, Anhang C1 genannte CIE- Publikation Nr. 85:1989 zurück.
Im dort definierten Sonnenspektrum (300- 2450 nm) beträgt der für die Kunststoffalterung maßgebliche Anteil der UV- Strahlung (ca. 300- 400 nm) 6,8 %. Auf Basis der in DIN EN ISO 4892-22 Anhang B empfohlenen Strahlerleistung von 60 W/m² für den Spektralbereich von 300- 400 nm ergeben sich z.B. Gerätelaufzeiten von rund 1000 h zur Simulation der Globalstrahlungsdosis eines Jahres in Deutschland bzw. Mitteleuropa.
Bei der Übertragung der Ergebnisse auf die Freilandbewitterung ist allerdings zu bedenken, dass der UV- Anteil der Globalstrahlung zwar einen wesentlichen Einfluss auf die Freibewitterungsbeständigkeit von Folien haben kann, es sich aber, wie bereits erwähnt, nur um einen Teilaspekt der Materialbeanspruchungen unter Freibewitterungsbedingungen handelt. Dieser alleine kann zu erheblichen Materialschädigungen und sogar zum Totalausfall führen. Andere Einflussgrößen wie Niederschlag, Tauwasser, Wind, Temperatur, Abgasemissionen etc. spielen aber eine nicht zu unterschätzende Nebenrolle und sind der Überprüfung mittels Gerätebewitterung nicht ohne weiteres zugänglich.
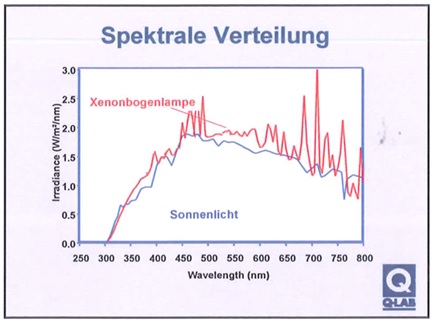
Zudem ist zu berücksichtigen, dass die Gerätebewitterung z.B. nach DIN EN ISO 4892-22 mit gefilterter Xenonbogenstrahlung das Sonnenlichtspektrum im Bereich von 300- 800 nm im Vergleich zu anderen Methoden, z.B. DIN EN ISO 4892-3[4] (UV- Leuchtstofflampen) und ISO 4892-4[5] (offene Kohlebogenlampen) zwar vergleichsweise gut nachahmt, die Spektren aber bei genauerem Hinsehen Abweichungen aufweisen, wie untenstehendes Abbildung zeigt.
(Quelle: Schulungsunterlagen, Q-LAB Deutschland GmbH, www.Q-Lab.com)
Aufgrund der Komplexität ist es nachvollziehbar, dass z.B. gemäß DIN EN ISO 4892-11 sogenannte „Zeitraffungsfaktoren“, also direkte Korrelationsfaktoren zwischen Gerätebestrahlungen und Freibewitterung, als wenig empfehlenswert angesehen werden. Die Alterungsgeschwindigkeit beim praktischen Einsatz in der Freibewitterung kann erheblich von derartigen Zeitraffungsfaktoren, berechnet auf der Basis des Vergleiches von Globalstrahlungsdaten und Gerätebestrahlungsdaten, abweichen.
4 Fazit
Eine einfache, allgemeingültige Arithmetik zum Errechnen von maximalen Freibewitterungszeiträumen aus Gerätebewitterungsdaten ist wohl kurzfristig nicht in Sicht.
Dieses zeigt sich auch im Fehlen entsprechender Vorgaben in den einschlägigen Normen. Hier sei zu erwähnen, dass derzeit In einigen Normungsvorhaben betreffend Folien für den Agrarbereich Anstrengungen bestehen, entsprechende Vorgaben festzulegen.
Zur Beurteilung und Spezifizierung der Freibewitterungsstabilität von Kunststofffolien stellt die Gerätebestrahlung mit Xenonbogenstrahlung nach DIN EN ISO 4892-11 trotzdem ein pragmatisches Mittel dar. Es lassen sich reproduzierbare und objektiv überprüfbare Vergleichswerte anhand genormter Laborkennwerte (z.B. Zugversuch, Glanz, etc.) ermitteln, die z.B. zur Qualitätsüberwachung oder Überprüfung vereinbarter Qualitäten geeignet sind.
Klaus Behringer, Innoform GmbH, Januar 2016
[1] E DIN EN 4892-1:2014-03 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 1: Allgemeine Anleitung (ISO/DIS 4892-1:2014);Beuth- Verlag, Berlin
[2] DIN EN ISO 4892-2:2013-06 Kunststoffe–Künstliches Bestrahlen oder Bewittern in Geräten–Teil 2: Xenonbogenlampen, Beuth- Verlag, Berlin
[3] DIN EN ISO 527-1:2012-06 Kunststoffe–Bestimmung der Zugeigenschaften–Teil 1: Allgemeine Grundsätze, Beuth- Verlag, Berlin
[4] DIN EN ISO 4892-3:2015-11 Kunststoffe – Künstliches Bestrahlen oder Bewittern in Geräten – Teil 3: UV-Leuchtstofflampen, Beuth- Verlag, Berlin
[5] ISO 4892-4:2013-07 Titel (deutsch):Kunststoffe – Bestrahlungsverfahren mit Laboratoriumslichtquellen – Teil 4: Offene Kohlenbogenlampen, Beuth- Verlag, Berlin
In dieser Ausgabe nähern wir uns dem scheinbar einfachen Zugversuch und seiner Aussagekraft für den Praktiker. Kernaussage ist: „Legen Sie weniger Wert auf alte Bekannte aus dem Zugversuch wie Zugfestigkeit und Reißdehnung und mehr Wert auf den Startpunkt des Zugversuches im Messbereich des s.g. Sekantenmoduls bei 1 bis 2 % Dehnung. Genau dieser Bereich ist es, der in der Praxis häufig über gute oder weniger gute Laufeigenschaften oder sogar eine grundsätzliche Eignung eines Materials entscheidet. Trennen Sie sich von Prüfwerten, die für ihren Anwendungsfall keine Relevanz haben, wie in vielen Fällen die Zugfestigkeit oder Reißdehnung. Diese belasten nicht nur die Speichermedien Ihrer Serverinfrastruktur sondern auch Denkkapazität ihr Mitarbeiter. (Das fällt besonders dann schwer, wenn die Werte doch ohnehin anfallen – aber dadurch eben trotzdem nicht relevanter werden.)
1 Festigkeiten mit dem Zugversuch bewerten – wie geht das?!
Nun geht es ans Eingemachte: Zugversuch nach DIN EN ISO 527 / ASTM D 882.
Wer hat die Norm eigentlich wirklich schon einmal richtig gelesen und wer hat sie dann noch verstanden und hat sich mit der Auswahl der richtigen Kenngrößen für seine Anwendung beschäftigt und wer kann diese dann auch reproduzierbar prüfen?
Viele Fragen, die aber von großer Bedeutung in der Folien-Verpackungsindustrie sind.
Denn: Der Zugversuch liefert uns Messwerte über das Verhalten eines Materials unter
quasistatischer ,
einachsiger (daher ist eine Prüfung längs und mindestens zusätzlich quer notwendig),
stetig steigender Zugbeanspruchung.
Genau die Zugbeanspruchung ist es, die hier geprüft wird. Und eben die Zugbeanspruchung ist es auch, die man damit bewerten, vergleichen und spezifizieren kann. In der Praxis sind Werte aus dem Zugversuch in fast allen Spezifikationen enthalten, weil sich die Vermutung aufdrängt, dass man daraus alle relevanten Eigenschaften wie:
Robustheit
Laufeigenschaften
Sprödigkeit,
Siegelverhalten etc.
ableiten könnte. Aber dieser Anspruch ist leider häufig überhöht und kann sogar in eine völlig falsche Richtung lenken bzw. scheinbare Sicherheit vorgaukeln, die der Zugversuch als alleinige Prüfmethode einfach nicht bieten kann.
Der Zugversuch gibt z.B. keine oder nur sehr begrenzte Rückschlüsse über Verhalten wie:
Schockbeanspruchung
Widerstand gegen Einreißen und Durchreißen
Langzeitbeanspruchung (Creep)
1.1 Relevante Normen
Die Normen, die in Europa und der Welt für Folien (Verpackungen) relevant sind, lauten heute: DIN EN ISO 527 Teil 1-3 (Ersatz für DIN 53455 in D)
Teil 1: Allgemeine Grundsätze (Begriffsdefinitionen)
Teil 2: Prüfbedingungen für Form- und Extrusionsmassen (Spritzguss etc.)
Teil 3: Prüfbedingungen für Folien und Tafeln
Teil 3/ Berichtigungen: betrifft Probekörperabmessungen
Die Teile 1 und 3 sind hier besonders relevant.
Für den Sekantenmodul, auf den später noch eingegangen wird, nutzen wir auch in Europa die amerikanische Norm:
ASTM D 882
Für Folien besonders interessant: Secant- Modulus
Bezüglich der Messung der Foliendicke sind folgende Normen zu berücksichtigen:
ISO 4593 bzw. DIN 53370
Kunststoffe – Normalklimate für Konditionierung und Prüfung
Es gibt mindestens 20 weitere Normen, die im weitesten Sinne mit dem Zugversuch zu tun haben, die aber entweder ungeeignet oder unüblich sind. Auch passiert es in der Praxis gelegentlich, dass eine veraltete Norm zu Rate gezogen wird.
1.2 Die Prüfung an sich
Wir wollen an dieser Stelle nicht zu sehr auf die Durchführung eingehen, sondern auf einige typische Fehler aus der Praxis hinweisen.
1.2.1 Der Probekörper
Wie werden Folienstreifen eigentlich nach Norm hergestellt? Im Innoform Testservice in Oldenburg werden die Probekörper durch Schneiden oder Stanzen hergestellt. Das hört sich leichter an als es ist – insbesondere, wenn man sich die unterschiedlichen Eigenschaften weicher Polyethylenfolien, steifer Polyesterfolien, zäher Polyamidfolien und empfindlicher Aluminiumfolien einmal vor Augen führt. Individuell unterschiedliche Messer und angepasste Verfahren sind nötig, um die Normvorgaben zu erfüllen und über längere Zeiträume reproduzierbare Ergebnisse liefern zu können. Hier nur mal ein kleiner Auszug aus der Norm DIN EN Iso 527:
Empfehlung: Probekörper Typ 2, d.h. 15 ± 0,1 mm Breite
Das hört sich leichter an, als es ist, denn nur 0,1 mm Toleranz gesteht uns die Norm für die Breite des Probekörpers zu.
Weiterhin heißt es in der Norm:
„5 Probestreifen längs und quer zur Bahn ausschneiden, […] Probekörper mit Fehlern an den Schnittkanten verwerfen“
Werden wirklich immer alle Probenstreifen begutachtet und werden immer längs 5 und dann noch quer ebenfalls 5 Proben gemessen und daraus das Ergebnis berechnet? Wenn es normgerecht sein soll, muss das so sein.
1.3 Einspannlänge
Ähnlich sieht es bei der Einspannlänge (im Laborjargon auch „Probenlänge“), also bei der Bezugslänge zur Berechnung der Dehnung, aus:
Üblich für gereckte Folien und Verbundfolien (etB (Bruchdehnung) < 100 %)
L0= (Ausgangs-)Messlänge (bei Traversenmessung= „freie Einspannlänge (entspricht z.B. bei
Zwick- Prüfgeräten der parallelen Probenlänge)
L0= 100 ± 0,5 mm
Üblich für Polyolefinfolien, ungereckt (etB (Bruchdehnung) > 100 %) L0 (Einspannlänge zu Beginn der Prüfung) = 50 *** ± 0,5 mm (***lt. DIN EN ISO 527 T3 Pkt. 6.1.1 erlaubt für Folien mit hoher Dehnung, entspricht auch ASTM D 882)
Auch bei der Einspannlänge muss Wert auf Genauigkeit gelegt werden. Noch entscheidender ist, dass beim Ergebnis gekennzeichnet wird, mit welcher Probenlänge geprüft wurde. Andernfalls ist eine Vergleichbarkeit wieder nur bedingt oder gar nicht gegeben.
1.4 Prüfgeschwindigkeit
Gleiches gilt für die Prüfgeschwindigkeit. Auch hier lässt die Norm, entsprechend der Vielzahl der unterschiedlichen Kunststoffe mit verschiedenen Eigenschaften, ein breites Band an Möglichkeiten zu. Üblich in der Praxis der Folienprüfung und unbedingt im Prüfprotokoll oder Bericht anzugeben sind:
Sekantenmodul (z.B. 2% oder 1 %):
Einspannlänge: l0=100 mm:
Prüfgeschwindigkeit Vprüf= 10 ± 1 mm/min (ASTM D 882)
Einspannlänge l0=50 mm: Prüfgeschwindigkeit
Prüfgeschwindigkeit Vprüf= 5 ± 1 mm/min (ASTM D 882)
Zugfestigkeit/Dehnung bei Bruch:
gereckte Folien und Verbundfolien (etB < 100%):
Prüfgeschwindigkeit Vprüf= 100 ± 10 mm/ min
Polyolefinfolien, ungereckt (etB > 100%)
Prüfgeschwindigkeit Vprüf= 500 ± 50 mm/ min (entspricht auch ASTM D 882)
1.5 Spannbacken
Das Thema Probeneinspannung/Spannbacken allein könnte einen ganzen Artikel füllen. Hier nur so viel: Es werden üblicherweise glatte (planparallele) Backen eingesetzt oder konvexe gegen plane Backen gespannt. Diese Abbildung hier zeigt, wo der Haltepunkt in etwa bei konvex / planen Backen liegt.
Abbildung 1: Konvex / plane Backenpaare – Kreidestrich zeigt Haltepunkt des Probenstreifens
2 Auswertung des Zugversuchs – einige Hinweise für Praktiker
Ein bisschen Kunststoffphysik muss sein, Genaueres findet sich hinreichend in der Fachliteratur. Aufmerksam machen möchte ich hier auf den vorderen Bereich des Spannungs/-Dehnungsdiagramms.
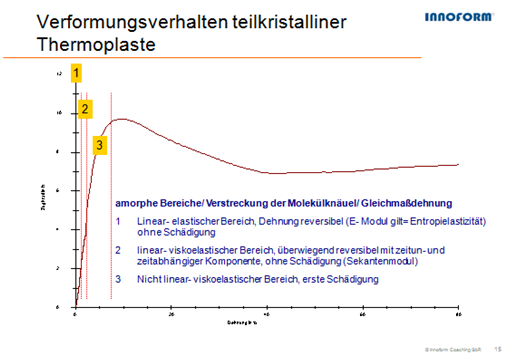
Abbildung 2: Die ersten drei Phasen der Verformung beim Zugversuch an Kunststofffolien.
In fast allen Folienverpackungsanwendungen spielen der linear-elastische sowie der linear-viskoelastische Bereich eine Rolle. Genau in diesen leichten Verformungsbereichen (1 – 2 % z.B.) werden Folien belastet. Zum Beispiel verformt eine Druckmaschine über die Bahnspannung eine PP-Folie weniger als 1 %, gereckte Folien sogar noch weniger (<0,05%).
Auch Abpackmaschinen üben nicht wesentlich größere Kräfte auf Folien aus. Zum Beispiel wird eine Deckelfolie für die Versiegelung einer Schalenverpackung für Käseprodukte nie mehr als 1 % in die Länge gezogen, damit der Rapport zum Schalenformat passend gemacht werden kann.
Das sind nur zwei Gründe, warum es sich lohnt, gerade den unteren Dehnungsbereich beim Zugversuch anzusehen. Man bestimmt hiermit die Zugsteifigkeit eines Materials, die mit dem s.g. 1 % oder 2 % Sekantenmodul beschrieben wird.
Das Tolle daran: Wenn man solch eine Prüfung beherrscht und ohnehin die Zugfestigkeit etc. durch einen Zugversuch bestimmen möchte, können diese Werte (Sekantenmodul, Bruchdehnung)mit ausgewertet werden. Es ist keine zusätzliche Prüfung nötig.
2.1 Der Sekantenmodul – wie er bestimmt wird
Im vorherigen Abschnitt habe ich schon erwähnt, warum gerade die unteren Verformungsbereiche für Folienverpackungen, insbesondere aus weichen ungereckten Folien, relevant und interessant sind. Nun hier noch einige wenige Hinweise zur Prüfung selbst.
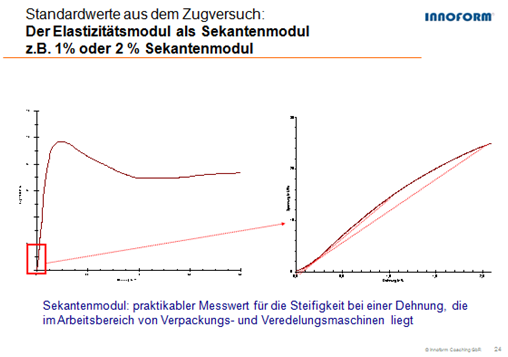
Woher kommt eigentlich der Name Sekantenmodul? Nun, eine Sekante ist eine Gerade, die einen Kreis(bogen) in zwei Punkten schneidet. Und genau das tun wir bei der Auswertung. Wir legen eine Sekante durch den 0-Punkt (in Spezialfällen beginnt diese auch etwas später) des Spannungsdehnungsdiagramms und schneiden den leicht gebogenen Kraftkurvenverlauf bei z.B. 2% Dehnung des Materials. Die Auswertung ist dann denkbar einfach, wie die folgende Skizze nebst Rechnung zeigt. Das Sekantenmodul entspricht somit der Steigung der Sekante, d.h. je höher das Sekantenmodul ist, desto “steiler” verläuft der Kraftverlauf und somit die Gerade.
Abbildung 3: Der Prüfbereich des Sekanten-Moduls
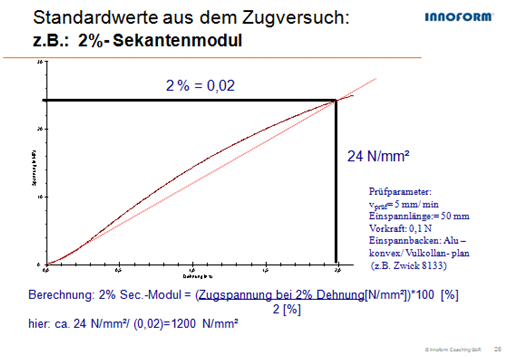
Abbildung 4: Skizze zur Auswertung des Sekanten-Moduls
Folgendes hat sich in der Folienindustrie bewährt
(ASTM D 882)
e1= 0 % Dehnung
e2= z.B. 2 % Dehnung (z.T. auch 1 %) => in jedem Fall unterhalb der Streckgrenze (= erstes relatives Zugspannungsmaximum)!
Desto höher e2 gewählt wird, desto niedriger wird derZahlenwert des Sekanten-Moduls, da die Steifigkeit mit zunehmender Dehnung des Materiales abnimmt
3 Typische Werte aus unserem Prüflabor
Abschließend möchte ich Ihnen noch ausgewählte Diagramme mit an die Hand geben, die einige typische Werte von unterschiedlich steifen und festen Folien zeigen. Diese habe ich unverändert einer unserer Seminarmappen entnommen, die in vielen unserer Kurse verwendet werden, um mehr Klarheit über die Bedeutung des Zugversuches zu bekommen.
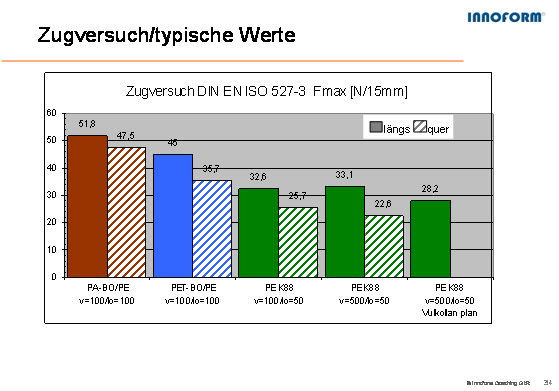
Abbildung 5: typische Werte aus dem Zugversuch (Maximalkraft)
Die ersten beiden Säulenpaare zeigen Verbundfolien, wie sie häufig verwendet werden (PA-BO/PE bzw. PET-BO/PE. Beide mit Prüfgeschwindigkeit 100 mm/min, sodass sie geringe Reißdehnungen haben. Es folgen Säulenpaare von Standard-PE Folien mit unterschiedlichen Prüfgeschwindigkeiten (V=100 bzw v=500 mm/min). Hier sieht man deutlich, wie mit höherer Geschwindigkeit die Maximalkraft sinkt.
Die letzte Säule zeigt im Vergleich noch einmal den Einfluss der Prüfbacken.
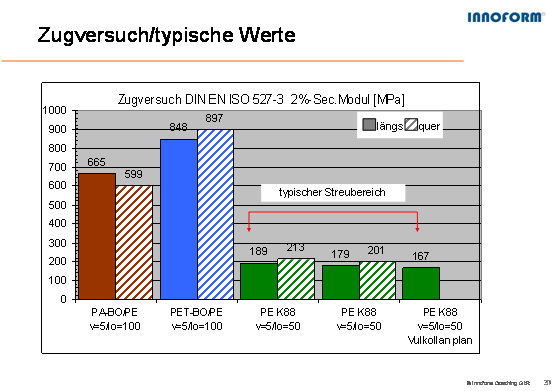
Mit dem folgenden Diagramm wird deutlich, dass man die Zugsteifigkeit prima mit dem 2 % Sekantenmodul zeigen kann: Die wesentlich festeren (steiferen) Verbundfolien haben deutlich höhere Werte hinsichtlich Zugfestigkeit und Sekantenmodul. Auch die geringere Zugsteifigkeit des PA-BO/PE-Materials im Vergleich zum PET-BO/PE-Material lässt sich eindeutig über das vergleichsweise geringere Sekantenmodul nachweisen.
Abbildung 6: Der 2 % Sekanten-Modul an typischen Folien
Es gäbe noch so viel zu sagen – aber das würde den Rahmen sprengen. Ich möchte mit diesem kurzen Beitrag erneut auf die Wichtigkeit von fachgerechten, zwischen den Geschäftspartnern abgestimmten und durchdachten Spezifikationen hinweisen und darf Ihnen schon den 4. Teil mit dem Themenschwerpunkt: „Durch- und Weiterreißeigenschaften“ ankündigen.
Fordern Sie unsere kostenlose Innoform Branchen-Folienspezifikationsvorlage formlos per E-Mail unter Coaching@innoform.de an.
werden die klassischen Methoden zur Analyse von Thermoformfolien beschrieben. Ziel ist es die Gründe für diese Analysenmethoden zu erläutern und auch gegenseitigen Wechselwirkungen dieser Methoden aufzuzeigen. Vor allem sollen auch nützliche Hinweise aus der Praxis dem Anwender Hilfestellung leisten.
1 Allgemeines
Bei der Herstellung von Verpackungen für die Lebensmittelindustrie (z. B. Bechern oder Schalen) auf Thermoform-, Füll- und -Verschließanlagen erwartet der Anwender eine stets gleichgute Qualität seiner Produkte. Ebenso muss eine gute Maschinengängigkeit der Folien bei der Verarbeitung auf der Maschine gewährleistet sein.
Nun gibt es eine Vielzahl von möglichen Kunststoff-Folien, von denen jeweils – abhängig vom Einsatzzweck und vom Produkt – die am besten geeignete Folie ausgesucht wird. Beispiele sind: Für die Herstellung von Joghurt-Bechern werden zum großen Teil Folien aus PS (Polystyrol) oder PP (Polypropylen) eingesetzt. Empfindlichere Produkte, die eine längere Haltbarkeit haben, benötigen Verbundfolien mit einer Sperrschicht, vor allem gegen Sauerstoff. Beispiele für Produkte sind Kaffeesahne, Kondensmilch, Suppen, Fertiggerichte, Babynahrung, und viele andere.
Für die angesprochene nötige gleich bleibende Produktqualität ist eine genaue Definition und Spezifikation der jeweils eingesetzten Folie notwendig. Die Folie muss also gewissen Prüfungen unterzogen werden.
Es gibt dazu eine Vielzahl von Prüfmöglichkeiten, die herkömmlichen Prüfungen sind hier:
Schrumpfmessung
Dickenmessung (Dicke der Gesamtfolie bzw. der Einzelschichtdicken)
Zugversuch
Oberflächenbeschaffenheit (Glanzgrad)
Flammenfärbung (Schnelltest zur Materialbestimmung)
Alle diese Methoden haben aber nur eine bedingte Aussagekraft. Es kommt oft vor, dass Anwender Folien von verschiedenen Herstellern benutzen, die nominell anscheinend gleich sind. Eine ausführliche Analyse der Folien ist mit den oben genannten Methoden aber nicht ausreichend möglich.
Denn es sind z. B. folgende Unterschiede in den Folien – die man so ohne weiteres nicht erkennen kann – möglich:
Qualität der verwendeten Rohstoffe
Anzahl und Qualität von Zusätzen
Ggf. Verwendung von Rezyklat als eine Schicht in der Folie (darf nicht zur Produktseite hin sein)
Methode der Folienherstellung; diese kann bei den verschiedenen Folienherstellern unterschiedlich sein.
All diese Faktoren können eine Auswirkung auf das Verarbeitungsverhalten haben. Deswegen wird eine genauere Analyse angeraten.
In Ergänzung zu den „klassischen“ o. g. Prüfmethoden können dementsprechend weitere Tests durchgeführt werden, um weitere nötige Informationen zu erhalten. Solche Testmethoden sind:
Torsionsschwing-Versuch
DSC (dynamische Differenz-Kalorimetrie)
DMA (dynamisch-mechanische Analyse)
In diesem vorliegenden ersten Teil sollen die sog. „klassischen Methoden“ kurz erläutert werden.
Die weiteren Methoden werden separat in Teil II behandelt werden.
2 SCHRUMPFMESSUNG
Unter Schrumpf versteht man die Kontraktion im viskosen (heißen) Zustand bei definierter Temperatur und Verweilzeit. Die so ermittelten Längenänderungen in Breite und Länge sind somit ein Maß für die Eigenspannungen der Folie.
Schrumpfmessung: Bestimmung der Maßänderung der Folie durch Wärmeeinwirkung. Diese Messung ist zur Qualitätsbeurteilung der Folien notwendig. Denn bei der Folienherstellung (Folienextrusion) entstehen je nach Verarbeitungsbedingungen mehr oder weniger starke Molekülorientierungen sowie Eigenspannungen. Bei der Folienextrusion werden Spannungen erzeugt und eingefroren. Eine völlig spannungsfreie Thermoformfolie ist nicht herstellbar. Es können aber bei guten und optimierten Maschineneinstellungen sehr niedrige Eigenspannungen erreicht werden.
Genaue Definition für Schrumpf: die Kontraktion einer Schale oder einer Folie unter Einwirkung von Wärme.
Der Schrumpf berechnet sich nach folgender Formel:
L = (Lb – Lu)/Lu x 100%
L: Maßänderung verursacht durch Wärmebehandlung in %
Lb: Absolutmaß nach der Wärmebehandlung in mm
Lu: Absolutmaß vor der Wärmebehandlung in mm
100%: Umrechnungsfaktor vom Absolutwert in Prozent
Prüfmöglichkeiten für das Schrumpfverhalten:
Hier existiert eine Vielzahl von verschiedenen Prüfmöglichkeiten. Die verschiedenen Firmen – Maschinenhersteller und Folienhersteller – benutzen oft ihre eigenen Methoden.
Beispiele für unterschiedliche Methoden bei verschiedenen Firmen (Schrumpfmessung an PS-Folien).
Pro Test werden aus dem zu prüfenden Folienstück 10 Quadrate mit den Abmaßen 100×100 mm verwendet; diese werden im Wärmeschrank 15 min bei 150°C belassen. Nach Abkühlen werden die Zuschnitte wieder vermessen. In der Regel misst man vor allem einen gewissen Schrumpf in Längsrichtung. Ein Schrumpfen in Querrichtung ist hingegen kaum festzustellen. Die gemessenen Schrumpfwerte lassen Rückschlüsse auf das Folienverhalten auf der Maschine zu. Das ist v .a. wichtig bei Maschinenanfahren nach einem Maschinenstillstand.
Pro Prüfling Ausschneiden eines Quadrates von 140 mm. In diesem Quadrat wird ein Kreis mit 100 mm Durchmesser markiert und später ausgemessen. Die Probe kommt für 10 min in ein Ölbad, bei 150°C. Nach Abkühlen wieder Vermessung des Kreises längs und quer.
Eine einheitliche Prüfmethode konnte in der Branche noch nicht durchgesetzt werden. So können im Zweifelsfall nur jeweils die Proben mit beiden Methoden gemessen und die Messergebnisse dann verglichen werden. Bei vergleichenden Schrumpfmessungen mit diesen beiden Methoden wurden z. B. deutliche Unterschiede festgestellt.
Das bedeutet für die Praxis, dass man sich im jeweiligen Einzelfall miteinander abstimmen muss, um nachfolgende Probleme und Unstimmigkeiten zu vermeiden.
3 DICKENMESSUNG
Bestimmung der Dicke durch mechanische Abtastung: die Prüfung nach DIN 53 370 dient zur Ermittlung der Dicke von glatten, nicht geprägten Kunststoff-Folien und wird so durchgeführt, dass Dicken-Ungleichmäßigkeiten in der Breite und Länge der Folienbahn ermittelt werden können. Hierdurch kann auf verhältnismäßig schnelle Art die Einhaltung von vereinbarten Dickentoleranzen überprüft werden. Weiterhin dient die Prüfung als Hilfsuntersuchung für andere Prüfungen wie z. B. den Zugversuch. Die zulässige Messfehlergrenze bei der Dickenbestimmung, von der das anzuwendende Messgerät abhängt, ist abhängig von der zu überprüfenden Toleranzfeldgröße.
Als Faustregel gilt: Die Messgenauigkeit des Messgerätes sollte um Faktor 10 höher liegen als das Toleranzfeld der zu untersuchenden Folie. D. h., für eine Folie, die auf 1/100 mm genau gefertigt wird, sollte ein Messgerät mit der Genauigkeit von 1/1000 mm verwendet werden.
Bei jeder Anwendung von Thermoformfolien auf einer Maschine ist die Überprüfung der Dicke bzw. der Dickentoleranzen (Gesamtdicke, s. o., Einzelschichtdicken => Ausmessung von Mikrotomschnitten., s. u.) ein absolutes Muss.
Beispiel: Gesamtdickentoleranz: muss < +- 5% sein. Ansonsten Probleme beim Aufheizen, beim Anliegen an Heizplatten, bei Anliegen am Formwerkzeug etc.
Einzelschichtdickentoleranz: sollte z. B. < +- 10% sein. Grund: bei jeder Folienherstellung gibt es sowohl bei der Gesamtdicke als auch bei den Einzelschichtdicken Toleranzen. Werden diese nicht eingehalten, kann es zu erheblichen Problemen kommen.
Beispiel von Dickenschwankungen der Einbettung einer Sperrschicht (EVOH, weiß) in eine PP-Folie (blau), quer zur Folienlaufrichtung. Dickenschwankungen im PP sind deutlich zu sehen.
Abbildung 1: Dickenschwankungen des PP (blau) in einer Mehrschicht-Verbundfolie
Beispiel für Dickenschwankungen (wieder quer zur Folienlaufrichtung) von EVOH in einer PP-Verbundfolie. Verschiedene Dicken des EVOH bedeuten u. a. auch dann verschiedene
Sperrschichtqualitäten im aus dem jeweiligen Bereich gefertigten Becher (im Beispiel 4 Stück, quer zur Laufrichtung). Becher 2 hat dann z. B. erheblich mehr EVOH als Sperrschicht als Becher 1.
Abbildung 2: Dickenschwankungen des EVOH (weiß) in einer Mehrschicht-Verbundfolie
Hinzu kommt noch, dass die Folienbreite bei der Folienherstellung viel breiter ist als dann bei der Verwendung auf der Thermoformmaschine. Im o. g. Beispiel ist die Folie bei der Herstellung doppelt so breit wie auf der Maschine. Die Folie wird dann also in zwei Hälften geschnitten, eine Folienrolle „East“ und eine „West“ (offizielle Bezeichnungen aus den USA). Je nachdem, ob gerade „East“ oder „West“ auf der Maschine gefahren wird, ergeben sich unterschiedliche Bedingungen und Qualitäten.
Deshalb ist eine Überprüfung der Folienschichtdicken so wichtig.
Abschließend noch ein Beispiel, bei dem die einzelnen Komponenten in einer Mehrschichtfolie zu sehen sind .
Abbildung 3: Beispiel eines vielschichtigen Aufbaues in einer Mehrschicht-Verbundfolie (Quelle: E. Ysewyn, RPC Cobelplast, B – Lokeren, 2009
3 ZUGVERSUCH
Mit dem Zugversuch nach DIN 53 455 können lediglich die mechanischen Eigenschaften der Thermoformfolien getestet werden. Dieser Versuch dient zur Beurteilung des Verhaltens von Kunststoffen bei einachsiger quasistatischer Beanspruchung auf Zug. Man erhält ein Spannungs-Dehnungsdiagramm, durch das die Zusammenhänge zwischen Spannung und Dehnung leicht überschaubar sind. Je nach Kunststoff (z. B. spröde mit hoher Festigkeit oder gummiähnlich mit geringer Festigkeit) erhält man charakteristische Messkurven. Im Normalfall werden bei dieser Prüfung die Proben längs und quer zur Folienextrusionsrichtung aus dem Thermoformfolien mit Hilfe eines genormten Stanzwerkzeuges herausgeschnitten. Die Ergebnisse aus diesen Versuchen sind jedoch – bezogen auf die Aussagen zum Thermoformverhalten – nur bedingt aussagefähig. Denn sie liefern nur charakteristische mechanische Kenngrößen bei Raumtemperatur.
Untenstehende Abbildung zeigt allgemein das unterschiedliche Spannungs-Dehnungs-Verhalten verschiedener Kunststoffe.
Glanz ist eine visuelle Wahrnehmung, die bei der Betrachtung von Oberflächen entsteht. Die Glanzwahrnehmung ist umso ausgeprägter, je gerichteter das Licht reflektiert wird.
Auf ebenen, völlig glatten, polierten Oberflächen können Spiegelbilder deutlich erkannt werden. Das einfallende Licht wird an der Oberfläche gerichtet reflektiert, d.h. nur in die Hauptreflexionsrichtung. Der Reflexionswinkel ist gleich dem Einstrahlwinkel.
Von rauen Oberflächen wird das Licht nicht nur in die Hauptreflexionsrichtung, sondern auch diffus in andere Richtungen reflektiert. Dadurch ist eine Abbildungsqualität der Oberfläche vermindert: ein reflektiertes Objekt wird nicht mehr brillant, sondern verschwommen abgebildet.
Nachfolgend ist eine Abbildung eines Glanzgradmessgerätes (Reflektometer) dargestellt:
Abbildung 5: Beispiel eines Glanzgrad-Messgerätes (Reflektometer)
Die Messergebnisse des Reflektometers werden nicht auf die eingestrahlte Lichtmenge bezogen, sondern auf einen schwarzen, polierten Glasstandard mit definiertem Brechungsindex. Für diesen Standard wird der Messwert = 100 Glanzeinheiten gesetzt (Kalibrierung).
Bei Materialien mit höherem Brechungsindex kann der Messwert durchaus größer als 100 Glanzeinheiten (GE) sein, z.B. bei Thermoformfolien. Bei transparenten Materialien kann der Messwert durch Mehrfachreflexion im Material zusätzlich erhöht sein. Aufgrund der hohen Reflexion können bei Metallen sogar bis zu 2000 Glanzeinheiten gemessen werden. Hier ist es auch üblich, die Messung auf die eingestrahlte Lichtmenge zu beziehen und in % anzugeben.
Um vergleichbare Messergebnisse zu erhalten, wurden die Reflektometer und ihre Handhabung international genormt. Besonders stark beeinflusst der verwendete Einstrahlwinkel den Reflektometerwert. Um hochglänzende bis matte Oberflächen gut differenzieren zu können, wurden drei Geometrien, d.h. drei Messbereiche genormt:
Abbildung 6: Einstrahlwinkel und Reflexion bei der Glanzgradmessung (Quelle: Fa. Byk-Gardner, Geretsried, 2003)Tabelle 1
Die verschiedenen Geometrien sind in den Anwendungsgebieten folgendermaßen abgegrenzt:
Mittelglänzende Oberflächen werden mit der 60°-Einstrahlungsrichtung gemessen und sollten dort im Bereich von 10 bis 70 Glanzeinheiten liegen.
Hochglänzende Flächen, die in der 60°-Geometrie Messwerte von größer als 70 Einheiten zeigen, sollten unter 20° ausgemessen werden.
Dagegen werden matte Flächen von weniger als 10 Glanzeinheiten (bei 60°) mit der 85°-Geometrie gemessen. Um eine bessere Differenzierung der Messwerte zu erreichen, wird empfohlen, den 85°-Einstrahlungswinkel schon dann anzuwenden, wenn der 60°-Wert unter 30 Einheiten liegt.
Bei einem konkreten Beispiel klebten beim Aufheizen verschiedener Thermoformfolien
Die Folien an den Heizplatten einer Maschine verschieden stark an. Es wurden nach Optimierungsarbeiten an der Maschine verschiedene Untersuchungen durchgeführt. Bei den Versuchen wurde festgestellt, dass das Anklebeverhalten neben der Heizplattentemperatur v. a. vom Glanzgrad der Folien abhängt. D.h. die matte Folie klebte im Vergleich zu einer glänzenderen Folie so gut wie nicht.
Je höher die Werte, desto glänzender die Folie.
Durchsichtige Thermoformfolien werden nicht mit diesem Gerät gemessen, da ein Teil des einfallenden Lichtes absorbiert und das Ergebnis somit verfälscht wird.
Ankleben der Folien an den Heizplatten kann zu erheblichen Problemen bei der Weiterverarbeitung führen. Die Behälterqualität kann ungenügend sein; Zudem kann der Folientransport in der Maschine gestört sein, was z. B. zum Herausschwappen des Produktes führen kann (bei dünnflüssigen Produkten).
Deshalb ist die Überprüfung des Glanzgrades so wichtig. Es gibt aber keine genau definierten Glanzgradwerte, die aussagen, wann eine Folie klebt und wann nicht. Das hängt auch von anderen Faktoren wie Temperatur und Oberflächenbeschaffenheit der Heizplatten ab.
5 FLAMMENFÄRBUNG
Zu guter Letzt sei noch ein relativ einfacher Test kurz angesprochen, der aber nichtsdestoweniger in der Praxis oft Verwendung findet. Oft ist der Anwender bei Verwendung einer Thermoformfolie in der Praxis nicht sicher, um was für Material es sich handelt. Um einen ersten Hinweis über die Art des Materials zu bekommen, wird als Schnelltest die Flammenfärbung zu Rate gezogen. Denn beim Anzünden eines Probestückes erlauben Flammenfärbung und Geruch eine schnelle Diagnose.
Als Beispiele wird hier das Verhalten von PS und PP herangezogen:
PS: gelb-orangene Flammenfärbung, schwarzer rußiger Rauch; der etwas scharfe Geruch soll an frisches Pflanzengrün erinnern.
PP: weißer Rauch, Geruch nach Kerzenwachs
Im Gegensatz zu diesem Test sind hingegen für die ergänzenden Methoden wie DSC, DMA etc. oft spezielle Firmen, Prüfinstitute oder Hochschulen ausgerüstet. Auf diese Methoden wird in Teil II eingegangen werden.
In weiteren Teilen sollen dann auch Methoden zur Prüfung fertig hergestellter Behälter beschrieben werden.
Wir hoffen, dass wir Ihnen hiermit hilfreiche Informationen geben konnten. Für Rückfragen und Feedback stehen wir gerne zur Verfügung:







 in einer Mehrschicht-Verbundfolie")
 in einer Mehrschicht-Verbundfolie")

")
")
")



